


|
Are you trying to weld aluminum with SMAW or were you doing mild steel? I think I may go do some arcin' and sparkin' today myself, haven't struck an arc for a few weeks.
|
 #
?
Jul 25, 2008 12:10
#
?
Jul 25, 2008 12:10
|
|


|

|
| # ? May 13, 2024 08:19 |
|
|
dv6speed posted:Are you trying to weld aluminum with SMAW or were you doing mild steel? TIG of course. Edit I am retarded AnomalousBoners fucked around with this message at 12:52 on Jul 25, 2008 |
|
#
?
Jul 25, 2008 12:13
|
|

|
I was asking what type of metal you were trying to weld with your failed SMAW attempt. You need to spend some time running beads and perfecting keeping your electrode at the proper angles. Also, maintaining arc length as the electrode gets consumed is VERY important. SMAW is kind of like rubbing your tummy while patting the top of your head with electricity.
|
|
#
?
Jul 25, 2008 12:30
|
|
|
Sorry, I cant read apparently. Anyway I was welding 2F on some mild steel. I had already done it with the tig so I was just trying to run a built up bead over it.
|
|
#
?
Jul 25, 2008 12:54
|
|
|
Yep, that's the problem, nobody makes a good SMAW weld without doing some practice first ") For that matter, I'm still in the practice stage myself, although I have welded a few useful items together already. I look forward to learning SMAW with instructor supervision at that school I'm going to. For that matter, I'm still in the practice stage myself, although I have welded a few useful items together already. I look forward to learning SMAW with instructor supervision at that school I'm going to.What size and type electrodes did you buy out of curiosity?
|
|
#
?
Jul 25, 2008 12:58
|
|
|
dv6speed posted:If you are using versaflow 60, how does it hold up to the fluxes for forge welding? Here's the response I got: Harbison Walker Company posted:1) VERSAFLOW 60 PLUS is a good all-purpose material. It should be fine against the common fluxes that you would come across as it does not contain much pure alumina, and it has low cement content.
|
|
#
?
Jul 25, 2008 15:49
|
|
|
Ok, I know what emissivity is, but how do you calculate the reflected heat from that?
|
|
#
?
Jul 25, 2008 16:52
|
|


|
Slung Blade posted:Ok, I know what emissivity is, but how do you calculate the reflected heat from that? ITC100 is a ceramic coating that is used for improving efficiency of furnaces and forges where the refractory is made of a material with poor IR reflectivity. I'm currently in the process of hunting down a data sheet for ITC100 to find out what its emissivity is so I can compare it the .4 number of the VERSAFLOW 60. If the VERSAFLOW 60 has an emissivity close to that of the ITC100, then the added cost of the ITC100 would not be beneficial. (I already have a pint of ITC100, but don't want to use it unless I can actually justify it. I'd prefer to keep it for a future project if using it doesn't provide much advantage over the VERSAFLOW 60 by itself.) Edit: ITC (International Technical Ceramics Inc. 904-285-0200) must be the one company on the planet that doesn't have a website yet. The only "data sheets" I can find on it is the MSDS, which does not have the info I need. So I called the company and left a message with the operator to have someone call me back. Edit2: I REALLY wish I had a DC stick welder... AbsentMindedWelder fucked around with this message at 03:48 on Jul 26, 2008 |
|
#
?
Jul 25, 2008 17:05
|
|
|
I made an Air conditioner support bracket today. A friend is putting a unit in his basement window, and since it opens sideways instead of up and down, the sill isn't suitable to support it. Fortunately, because it's in the basement, we can just stick a support on the ground in the yard and hold it up there. It's not totally finished, I want to make sure it fits before I wire wheel it clean and paint it.  Click here for the full 1280x960 image.  Click here for the full 1280x960 image.  Click here for the full 1280x960 image. I also made a pole to support his bug zapper. Gotta weld it tomorrow.  Click here for the full 1280x960 image.  Click here for the full 960x1280 image.  Click here for the full 1280x960 image. Bonus shot of my work area now that I've moved everything back. I had to move everything while we were having a patio put in. The stump is buried 8 inches into the driveway.  Click here for the full 1280x960 image. New hammer I just bought today. This is a "rounding" hammer, one side is mostly flat, and the other has quite a pronounced curve to it. Very useful for adding texture and shaping iron. I had to get it at a farrier supply shop, which we actually have here in Cow town. Appropriately enough, it's on Forge Road   Click here for the full 640x480 image.
|
|
#
?
Jul 26, 2008 05:47
|
|
|
been TIG welding for about 6 months now with a miller maxstar DX. Does 200A, DC only. mostly been playing with 304SS scrap I get from work (I work at a brewery and we have a lot of it) the #1 thing I can recommend for tig welding: FITMENT. spending the extra 15 minutes to make sure the parts fit nice will save you a lot of headache and ugly welds.
|
|
#
?
Jul 26, 2008 20:10
|
|

|
nicad posted:
This is great advice and only gets truer the thinner you go.
|
|
#
?
Jul 26, 2008 22:40
|
|
|
This was a big weekend for me, for the first time since shop class about 10 years ago, I have joined two pieces of metal using electricity. (I can torch weld just fine, but I suck at arc welding, need more practice). Got my tenon maker built:  Click here for the full 1280x960 image. Ugly rear end welds, but they'll hold well enough for now.  Click here for the full 1280x960 image. Bending fork for my hardie-hole:  Click here for the full 1280x960 image.
|
|
#
?
Jul 28, 2008 04:18
|
|
|
At least grind them down so they make a chamfered edge with the joined pieces rather than look like a glob of metal. And this just motivated me to go tig some stuff and take pictures.
|
|
#
?
Jul 28, 2008 05:24
|
|
|
I ground down the edges where they would impact anything (hammer or anvil). But really, they're just basic tools, I don't care how ugly they are.
|
|
#
?
Jul 28, 2008 05:31
|
|
|
Slung Blade posted:I don't care how ugly they are. [Insert machinist joke about welders] 1F on a cast aluminum wheel  2F on two 1/8" pieces of steel. 
AnomalousBoners fucked around with this message at 06:09 on Jul 28, 2008 |
|
#
?
Jul 28, 2008 05:56
|
|
|
I'm no welder (obviously) so make all the jokes you like  Also those are beautiful welds man. Did you learn that on your own or did you take some courses to get that good?
|
|
#
?
Jul 28, 2008 06:26
|
|
|
I got a few days of instruction when i was in machining school but mostly learned on my own. Unfortunately the LCD on my Chinese welder hasn't worked since the second time welding with it a few days ago and I don't know whats wrong with it. I figured they weren't too bad for just reading the weld and guessing amperage.
|
|
#
?
Jul 28, 2008 09:41
|
|
|
Slung Blade posted:those are beautiful welds man. Also, as far as your first weld on your tool goes, I would grind down your bead and make a 2nd or 3rd pass. BTW, what process did you use for that? If it was SMAW what electrodes did ya use? I didn't get jack accomplished this weekend. I may get around to doing a pour this week and taking some sand molding pictures.
|
|
#
?
Jul 28, 2008 11:36
|
|
|
dv6speed posted:Welcome to the world of TIG welding. While you still need good operator skill, the process itself let's you make fantastic looking welds. Yeah, I might go back and do another pass (I did 2 already, I know it's hard to tell  ), the weather was turning south on me and it was about to rain, I didn't want to get either my welder or my sticks wet. ), the weather was turning south on me and it was about to rain, I didn't want to get either my welder or my sticks wet.I was using 6013 electrodes in my arc welder.
|
|
#
?
Jul 28, 2008 16:40
|
|
|
Slung Blade posted:Yeah, I might go back and do another pass (I did 2 already, I know it's hard to tell Looks like you aren't getting very good penetration and just kind of globbing the weld metal on. Try a slightly higher amp setting and slower travel speed. Edit: another cause could be too long of an arc. AbsentMindedWelder fucked around with this message at 17:28 on Jul 28, 2008 |
|
#
?
Jul 28, 2008 17:20
|
|
|
DCEP. 3/32s rod with about 100-105 amps. I'm leery about upping it any higher, it's only running off 120 VAC right now. As soon as I can get a garage with 240 hopefully I can do better.
|
|
#
?
Jul 28, 2008 17:36
|
|
|
Slung Blade posted:DCEP. 3/32s rod with about 100-105 amps. I'm leery about upping it any higher, it's only running off 120 VAC right now. As soon as I can get a garage with 240 hopefully I can do better. 3/32" with 105 amps SHOULD do the trick, try slowing the travel speed and shortening the arc length before you turn up the current and see what happens. As far as turning the current up goes, assuming your house/garage is wired correctly, the worse that'll happen is you will trip the breaker.
|
|
#
?
Jul 28, 2008 17:44
|
|
|
Yeah it's one of those dual voltage inverters. Not the greatest machine to be sure, but the price was right, and I needed something to get started with. I know it won't hurt the house wiring, but I hate blowing circuits when I can avoid it.
|
|
#
?
Jul 28, 2008 18:00
|
|
|
Anyone know where I can find some info about welding dissimilar thicknesses of aluminum with AC tig? I want to weld a 1/8" walled velocity stack to a large 1/2" base plate but I cant get a puddle going on the base plate and the end of stack at the same time to even tack them together.
|
|
#
?
Jul 29, 2008 03:06
|
|
|
hrm, check the fitment? should get a nice puddle going on the thicker material and put some heat in the thinner material to get it to flow. strangely enough, sometimes upping the current here helps. get the base puddle started and kind of push it towards the joint if there's any gap between the two, getting a puddle to flow between them is going to be near impossible it's something I've struggled with at times. i feel your pain
|
|
#
?
Jul 29, 2008 03:17
|
|
|
They fit perfectly, machined flat base sitting on a flat surface. Cleaned both with SS wire brush immediately beforehand. I will try that tomorrow though. I will also try clamping it together if I have a C clamp big enough. I am welding on an aluminum ladder right now so space stinks...
|
|
#
?
Jul 29, 2008 03:18
|
|
|
Try pre-heating the thicker base plate with a flame torch first. Pre-heating is good practice for alot of aluminum welding. (From what I've heard, I still haven't done it myself)
|
|
#
?
Jul 29, 2008 04:00
|
|
|
I just had a 30 minute conversation on the telephone with the owner of the ITC company.. He is a very interesting gentleman and also a ceramic engineer. I asked about his lack of web presence, and he basically explained to me the reason for that is because he does so much business that he only wants to deal with distributors and not the consumers. As far as the emissivity of ITC100 is concerned... He does not publish the emissivity numbers. I'm going to seriously butcher his explanation but it essentially boils down to a couple things: 1. The emissivity changes with the temperature, specially the temperatures we use. 2. The emissivity changes based on the material the coating is applied to. He said he's been on a quest to re-educate the public about emissivity. After talking to him, I had no idea how extensively his products are used in industry and also the military. He rattled off a list of about 25 major companies that rely on his product, and said there were hundreds more. He mentioned there are lots of things that have an effect on the efficiency of the ITC coatings, but all his customers, who use commercial refractory, have reported anywhere from 30-50% fuel savings. He sees his company as an "environmental" company because of the amount of fuel his products save large industry. As far as my application goes, he wasn't familiar with versaflow 60, but he was familiar with the company who makes it, and while could not give me specific numbers, assured me I'll be very happy coating my castable in ITC. So anyway, that's my story about talking to the owner of the ITC company. I will say this... he does a better job explaining his products then his distributors do.
|
|
#
?
Jul 29, 2008 14:34
|
|
|
Sounds like an interesting guy. How hard was it to get ahold of him? It was nice he took time to talk to you, that kind of thing doesn't seem to happen very often.
|
|
#
?
Jul 29, 2008 16:36
|
|
|
Slung Blade posted:How hard was it to get ahold of him? It was nice he took time to talk to you, that kind of thing doesn't seem to happen very often. Oh by the way, I forgot to mention his products are also used by almost all the major steel producers. http://anvilfire.com/sales/ has more information about his products. AbsentMindedWelder fucked around with this message at 16:49 on Jul 29, 2008 |
|
#
?
Jul 29, 2008 16:46
|
|
|
dv6speed posted:I called the ITC phone number (which I posted above) and left a message with the operator, he called me back 2 days later. I have his cell phone number, but I don't think it's appropriate for me to give it out. I always love it when real companies call you back and are made of real people. I always wonder if certain companies are made of mostly robots, with humans only for customer-company interfacing.
|
|
#
?
Jul 30, 2008 07:16
|
|

|
Wow. I've been lurking for ages, but finally decided to splurge on an account specifically for this thread. There is a lot of really good information in here. Personally, I have never worked on large scale projects with iron and steel, rather smaller fine art/art jewelry pieces with non-ferrous metals. I HAVE gas welded with my oxy-acetylene rig a few times, but mostly with scraps just to work out technique. I am by no means an expert, as a matter of fact I am a student under my school's Metalsmithing and Jewelry program headed by Harlan Butt (if any of you are familiar with his work). This thread seems to be taking on more of an industrial path, but I would be more than happy to throw in my two cents concerning smaller scale work with copper/brass/silver sheet, sinking/raising vessels, marriage of metals/metal inlay, finer soldering techniques including solder inlay, fold forming, enameling techniques, cleaning and sealing finished pieces... the list goes on. That is, if anyone is at all interested. This is the Blacksmithing/Metalwork Megathread, after all. 
|
|
#
?
Jul 30, 2008 07:58
|
|

|
How about doing a writeup on some of the jewelry you have done and how its made. I have made SS rings before but that was using a lathe. I always assumed for gold and silver rings they were cast in a die, is that correct? What are sinking/raising vessels?
|
|
#
?
Jul 30, 2008 08:44
|
|
|
TantricPenguin posted:I do jewelry work This reminds me, I know a guy who makes gold and silver teeth for dentists with investment casting... I need to pay him a visit and get a demonstration. The amounts of metal he has to melt are so small he just uses an O/A torch and doesn't even need a furnace.
|
|
#
?
Jul 30, 2008 11:11
|
|
|
TantricPenguin posted:
Good lord man, post, post. I want to see pictures of everything. Something I really want to do eventually is make damascus steel, and make all kinds of pretty things out of that. Rings included.
|
|
#
?
Jul 30, 2008 16:28
|
|
|
I would love to hear about techniques for working with brass and copper. I want to make some fancy things for the trumpets I customize, and right now it is limited to my dremel ability and my (not so hot) lathe ability.
|
|
#
?
Jul 31, 2008 01:40
|
|
|
Brekelefuw posted:I would love to hear about techniques for working with brass and copper. I want to make some fancy things for the trumpets I customize, and right now it is limited to my dremel ability and my (not so hot) lathe ability. Some of the best techniques for sheet metal work are very old and not used much these days in times of mechanized mass production, I would start looking at some nice old books. Check out your library and Lindsay publications: http://www.lindsaybks.com/ I haven't looked for many websites on the topic yet, if you come across any do post some links
|
|
#
?
Jul 31, 2008 03:34
|
|
|
Brekelefuw posted:I would love to hear about techniques for working with brass and copper. I want to make some fancy things for the trumpets I customize, and right now it is limited to my dremel ability and my (not so hot) lathe ability. Brass is a very finicky thing on a lathe. It tends to bite whatever tools you give it. It will suck a drill bit out of a tail stock (especially when you're drilling just a small amount on a through hole) and will chatter like crazy/look like poo poo on no nose radius tool bits. Use a tool with a decent nose radius and don't sit there and baby it. (Tell me what kind of machine and tooling you use and I can make suggestions.) Also taking deep cuts will send all the brass in one direction. Otherwise it's annoying as hell to machine because the chips get everywhere and all over you. If you have any lathe or machining questions, I am not a pro by any means but I can probably help with some basics that might improve your parts. Also when you drill it give the drill a lot of material to cut, like I mentioned above brass wants a good depth of cut and not giving it to it makes problems for you.
|
|
#
?
Jul 31, 2008 04:12
|
|
|
RealKyleH posted:Anyone know where I can find some info about welding dissimilar thicknesses of aluminum with AC tig? I want to weld a 1/8" walled velocity stack to a large 1/2" base plate but I cant get a puddle going on the base plate and the end of stack at the same time to even tack them together. I do GTAW welding almost exclusively, and doing dissimilar thicknesses is all about proper torch angle and heat application. It's a weird bastard compound angle on the torch in order to get it to melt out right and have it controllable and not full of oxidation. Tip the torch back along thw axis of the weld about 15-20 degrees from vertical, and tip the torch more toward the larger base plate than the thin wall. Experiment slowly changing the angle of the torch and the heat until you can get both parts to puddle at about the same rate. One of the tricks is to take the tungsten, loosen it up, and touch both the ceramic cup and the tungsten to the plates. The cup touches the walls and the tungsten touches the part where they join. This gives you the right length in order to get into the corner without getting an overly long arc or losing gas coverage.
|
|
#
?
Aug 1, 2008 05:35
|
|

|

|
| # ? May 13, 2024 08:19 |
|
|
dv6speed posted:Stainless steel, aluminum, and other metals can be soldered, but will require special fluxes and filler metal alloy. So if I wanted to solder a piece of aluminum to a piece of stainless I'm S.O.L.? Oh well, I guess that's why we have pop-rivets. Anyhow, what do you guys know about metal finishes? I've been working with aluminum a bit this summer and there are a couple of finishes I would like to know about. The first one I believe is just polished:  It's not a mirror finish and it's not a brushed finish. I'd like to know because I've modified that piece (and scratched and scuffed it) and made several new ones and I want to refinish all my parts to look like that one did. I've had some luck with a Scotch-Brite pad but that gives me more of a brushed look. For the curious, it's a speaker with a position sensor mounted in that brown plastic block. It will be used as a fast acting optical delay line for a diagnostic tool I'm making (measures the shape and length of a laser pulse). Here's the remade sensor mount: 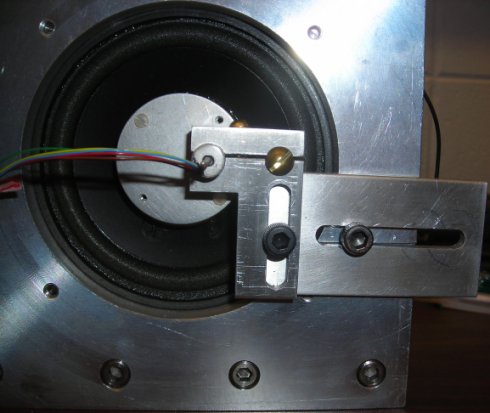 There's a slot cut in the speaker mount that guides the horizontal piece left/right and the vertical piece only slides up/down, that way you can adjust each direction independently (something the old mount didn't have... what a pain!). And here's the rest of the pieces. The second one is a "frosted" or matte finish (don't know what to call it) and almost looks like a flat paint. I'd just like to know the basics of how it's done, I don't intend to try to reproduce it.
|
|
#
?
Aug 2, 2008 02:57
|
|