


|
Twerpling posted:Anyone know how to extract a broken tap from a hole? I was tapping a hole in polycarbonate and the drat thing broke. I don't have a tap extractor unfortunately... Any ideas? Piece of plastic? is any of the tap sitting out of the material still? If there is, id just use a tig and weld on a cross bar with some junk stock and extract it that way. If not, bit extractor is the only way I can think of without drilling a bigger hole. ASSTASTIC fucked around with this message at 06:44 on Oct 9, 2008 |
 #
?
Oct 9, 2008 06:38
#
?
Oct 9, 2008 06:38
|
|


|

|
| # ? May 13, 2024 11:36 |
|
|
I broke two 1x56 taps in a piece of brass last week. I used a dental pick to slowly work it out. A bit different than polycarbonate though...
|
|
#
?
Oct 9, 2008 08:06
|
|
|
Paul MaudDib posted:For casting: is this worth buying and building? Small-scale seems like a fairly logical place to start and I'm a poor college student. This seems like the simplest of the things I want to try. That's not saying much. Casting isn't really simple, but it can be done if you are resourceful. Running a charcoal furnace is OK if you only want to make a few castings in aluminum. However it is slow to melt the metal, and the fuel gets to be expensive. That being said, the furnace itself will be cheaper and easier to make for charcoal. Paul MaudDib posted:Second, welding. The main thing here seems to be expense. Seems like there's a pretty substantial minimum outlay to get a welder worth having, and it also sounds like having too little oomph causes big problems. Paul MaudDib posted:The general impression I have is that MIG seems nicer for small scale projects, and has the benefit of being cheaper. Paul MaudDib posted:Some people seem to really like SMAW, and some people seem to prefer other processes. Is this just a Chevy/Ford kinda situation or is each process good at specific things? Paul MaudDib posted:Which process should I start with, and how much power should I be looking for in my situation, and does anyone have any specific recommendations of where to hunt for one? So many options. Let alone figuring the technique out. Paul MaudDib posted:Finally, classes. I'm really considering trying to take a welding class this summer. I have Washtenaw Community College right on my doorstep. Seems like I could eventually figure out milling and lathing but the whole welding thing is so large and confusing. I'm probably reading too much about it and I need to get my rear end into a class, but still. As far as what order to start learning and doing various metalworking disciplines in, I would say start with welding. Being able to cut, measure, and weld steel will help you a very long way in getting a good foundry setup. You will probably want to start machining last, simply because good milling equipment is very expensive.
|
|
#
?
Oct 9, 2008 10:40
|
|


|
ASSTASTIC posted:
One comment... what kind of tap did you use? I can't imagine breaking a quality steel tap in a piece of plastic.
|
|
#
?
Oct 9, 2008 10:48
|
|
|
dv6speed posted:First question... do you have a suitable work space, such as a garage and yard? Propane burners look like the way to go, from the internet at least. quote:Yes. Half of the expense is stuff like running a good electrical circuit to power the welder, and getting accessories like safety gear, and the tools for measuring, grinding, and cutting metal. My home is rather well-wired as I recall. I'm not sure if I have a 220v circuit in the garage though. Wouldn't surprise me either way. quote:A good MIG machine is not cheap! MIG can be fairly "easy" to learn to do, but that doesn't mean any idiot can do it. Skill level aside, the main advantage to MIG is in production environments where consumable and labor costs are important factors, or hobbiests who have an assload of projects they need to get built ASAP. quote:A welding class is always worth taking. You can read all the technical info you need about welding on the internet, but there are lots of little pieces of info, tips, and tricks you'll never hear about unless you go to a class or work in the industry. Also, watching an experience weldor work, and having an instructor who can watch you weld and give you instant feedback will shave months/years off of the learning curve. quote:As far as what order to start learning and doing various metalworking disciplines in, I would say start with welding. Being able to cut, measure, and weld steel will help you a very long way in getting a good foundry setup. You will probably want to start machining last, simply because good milling equipment is very expensive. Noted. Thanks for the response. I'm a stupid newbie on this one, and I can admit it. Did anyone ever get around to posting a guide to jewelry casting? Looks cool but there's obviously some tricks to it. I don't want to be like the guy a couple pages ago and fill a nice bit of gold full of impurities. I'm even farther away from being able to afford it, but at least if there's a guide posted I can get distracted by the shiny objects. Paul MaudDib fucked around with this message at 16:52 on Oct 9, 2008 |
|
#
?
Oct 9, 2008 14:29
|
|

|
dv6speed posted:Problem with welding would be the heat transfer through the tap into the polycarbonate. A bolt extractor is probably your best bet. You will need a good quality drill bit and extractor to do this. Be patient drilling the hole in the tap, it'll take a while. Only reason why I suggested TIG was of the controlable heat. You might not even need to use any rod and just melt on a junk piece of steel to twist the tap out. But, if thats a concern, try an extractor, and once you can get a grip on the tap itself, use some vice grips to get that bitch out. Regarding welders...Buy Miller. Only Miller. I've used Lincoln, ESAB, Hobart, and Miller. And Miller is BY FAR superior to all of them. They have smooth action and a long duty cycles so you can maximize beads. But with any welder or any machine in general, make sure you keep it maintained or its not going to work, regardless of manufacturer.
|
|
#
?
Oct 9, 2008 16:25
|
|
|
kapalama posted:If I wanted one of you metal gods to make me a stainless rod with a loop in one end what would it cost me? By closed loop, do you mean continuously closed? as in no break in the material anywhere? If not, it's fairly easy to bend into a circle at the end of a rod. If so, it's a whole other ball game. One of us would have to either forge weld it to itself, not easy with stainless, or upset it, flatten it, and punch it. All possible, except maybe the forge welding stainless bit, I don't know how to do that, but it depends. What do you need it for?
|
|
#
?
Oct 9, 2008 20:25
|
|


|
Paul MaudDib posted:Propane burners look like the way to go, from the internet at least. Paul MaudDib posted:Essentially, buy a used Miller, Lincoln on Craigslist, find an AC/DC unit or an AC unit? That being said my arc welder at home is AC only and it has been doing the job for me. It's a Lincoln AC-225S. I bought it for $120 used on craigslist. My main complaint with it other then fact it doesn't' do DC, is that it doesn't have an "infinite" current control. The amp setting are 10-15 amps apart, which means you can't "fine tune" the setting. For most stuff however, it's not that big of a deal. AbsentMindedWelder fucked around with this message at 23:27 on Oct 9, 2008 |
|
#
?
Oct 9, 2008 21:11
|
|
|
dv6speed posted:Piece of plastic? is any of the tap sitting out of the material still? If there is, id just use a tig and weld on a cross bar with some junk stock and extract it that way. If not, bit extractor is the only way I can think of without drilling a bigger hole. One comment... what kind of tap did you use? I can't imagine breaking a quality steel tap in a piece of plastic. [/quote] Okay, I guess I'll go buy one then. Also I used el cheapo rear end tap. I don't think it has a brand...
|
|
#
?
Oct 9, 2008 21:44
|
|
|
Whats the tap made out of? I have drilled out melted drill bit tips from stainless before and if that tap was HSS (or probably even carbon steel) you wont be able to drill it out with anything less than a solid carbide drill bit.
|
|
#
?
Oct 9, 2008 23:07
|
|

|
This job I'm on is totally rediculous. Today is my first day and my foreman says "there isn't any scheduled welding on this job we just need you here if something goes wrong." So they're paying me $3300 clear a week to sit around in case something goes wrong. Also it might jump from 8 shifts to 24 or so. I wish I brought a book.
|
|
#
?
Oct 9, 2008 23:34
|
|
|
Smokey, you lucky bastard. If I were you I would just go around looking for scrap and start welding it together. Just for fun.
|
|
#
?
Oct 9, 2008 23:38
|
|
|
SmokeyXIII posted:This job I'm on is totally rediculous. Today is my first day and my foreman says "there isn't any scheduled welding on this job we just need you here if something goes wrong." So they're paying me $3300 clear a week to sit around in case something goes wrong. Also it might jump from 8 shifts to 24 or so. I wish I brought a book. Get a DS and a cyclods. You are set for the next week.
|
|
#
?
Oct 9, 2008 23:58
|
|
|
Slung Blade posted:Smokey, you lucky bastard. For someone living in an apartment, what's the best way to get some relatively unregulated shop space? I'm moving to Denver on Tuesday (holy poo poo, time flies), and I'm thinking of renting a garage, but that might incur the wrath of the owner's neighbors. Is it common for sculpture groups to rent communal space in a larger complex? Where would I find a group like that? I'll be putting some ads in craigslist and so forth, but a bit of direction would be much appreciated. I've got a couple hundred pounds worth of blacksmithing gear and I'd really like a place to set them up and get to work on drop-tong forge welding and heat treating, since I've got most of the other processes figured out.
|
|
#
?
Oct 10, 2008 00:04
|
|


|
Hmm, what welding process do you use for that job SmokeyXIII? Rubbing 2 ice cubes together and putting it back in the freezer to weld them together? School is still going good, currently working on open butts in all positions with a 6010 root pass and 7018 hotpass and filler. Should be done that in a day or 2. I made one HELL of a nice looking 3G weld today with 7018 weave. I was quite happy with it. We got an introduction to MIG today. I finally got the 4 different transfer modes, short circuit, globular, spray arc, and pulse and what they do cleared up in my head now. I'll be able to start playing with the MIG machine very soon. Looks simple enough, I'm sure I'll pick it up in no time at all. Seems like dealing with the machine controls and setup is harder then actually running the bead. I expect to start pipe welding in 2 weeks or so, maybe even less.
|
|
#
?
Oct 10, 2008 00:13
|
|
|
Slung Blade posted:By closed loop, do you mean continuously closed? as in no break in the material anywhere? I mentioned this in the PMs but I need a closed eye  Welding the eye shut is fine. I just need it closed.
|
|
#
?
Oct 10, 2008 01:32
|
|

 EVERYTHING I SAY ABOUT JAPAN OR LIVING IN JAPAN IS COMPLETELY WRONG, BUT YOU BETTER BELIEVE I'LL
EVERYTHING I SAY ABOUT JAPAN OR LIVING IN JAPAN IS COMPLETELY WRONG, BUT YOU BETTER BELIEVE I'LL  ABOUT IT.
ABOUT IT.
|
kapalama posted:I mentioned this in the PMs but I need a closed eye What PMs? I didn't get any PMs... Also, should it be in-line with the rod or off-center?  I can do mostly closed loops, like this:  but I don't think I can weld it completely shut. I could make it so that nothing can get in or out, if that's what you're worried about. It would not be as strong as a continuous loop though.
|
|
#
?
Oct 10, 2008 02:43
|
|
|
(Sorry that was dv6speed who PM'd me.) The loop only matters so I can put a split ring on it, and the Split ring will not come off. It will not need a great amount of strength. And the alignment does not matter at all. But the rod portion does need to be straight.
|
|
#
?
Oct 10, 2008 04:31
|
|
|
Ah, ok. Any particular reason for stainless? Other than appearance?
|
|
#
?
Oct 10, 2008 04:36
|
|
|
Slung Blade posted:Ah, ok. Any particular reason for stainless? Other than appearance? It's going to be used in salt water all the time. I'd go with Aluminum but it bends a little too easily.
|
|
#
?
Oct 10, 2008 15:58
|
|
|
haha weldng scraps you sound like eager beaver apprentices out here. Not to mention I haven't even seen a welding machine here yet. Just been sitting in the lunch room for 34 hours. It's a hard lite for sure. The only thing I've actually done is watch the fitters throw some studs in a 30 inch flange. You know what I don't get? There was some Yankees workin here, but they only had a 10 week visa and got sent home after 4 weeks. But we have Chinese and Portuguese and people from every drat other non English speaking country here drat near full time. Frickin annoying trying to work with that. Oh well that's the name of the game I guess. And the name today is double time ") . $1.38/minute. I'm like a 1-900 number . $1.38/minute. I'm like a 1-900 numberI'm going to try to take pictures of the mine and the plant and all that on my last day when I get laid off. SmokeyXIII fucked around with this message at 13:47 on Oct 11, 2008 |
|
#
?
Oct 11, 2008 13:43
|
|
|
SmokeyXIII posted:Not to mention I haven't even seen a welding machine here yet. I'm working on my last open butt weld, 4G, with 6010 root pass, and 7018 hot pass and filler. Should have that finished up Monday morning. Then I'll be doing some MIG welding for a couple days. The teacher told me he'll be putting me on pipe late next week most likely. I'm so excited about that I'm about to piss my pants... or, maybe that's all the coffee I drank this morning.
|
|
#
?
Oct 11, 2008 14:44
|
|
|
Some fun with oxy/acetylene: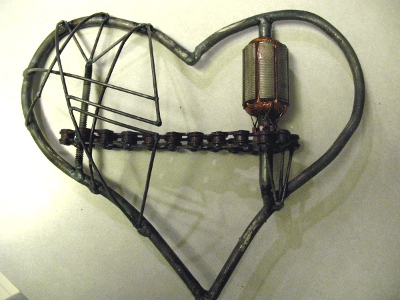   I typically just use sheet metal, nails, and hanger wire for my stuff, but I've had some recent commissions for larger pieces, so I've included the use of 1/4" steel rod. I've currently buying the rod from Home Depot, so it's costing me more than I'd like, but I think I'll stop by the metal supply shop and pick some up to have a bunch on hand. And yes - that's a motor armature. No, it doesn't do anything except look pretty.
|
|
#
?
Oct 17, 2008 17:14
|
|

|
I like it, the copper stands out nicely against the iron. Made to hang on the wall or sit on a shelf?
|
|
#
?
Oct 17, 2008 21:47
|
|
|
Slung Blade posted:I like it, the copper stands out nicely against the iron. Shelf. I welded on a base this morning. However, I showed it off to some women at work who swooned over it, and they asked if I could make a set of them that could hang. So... I may end up making some that do.
|
|
#
?
Oct 17, 2008 21:53
|
|
|
I passed my first bend test! No cracks or any weld defects, just a nice, perfect bend. I'm very pleased. The specimen in the picture was taken from a coupon of 1" plate that I welded as an open root V butt in the 2G position. The root pass was done with 6010, and then the hot pass and the filler was done with 7018. The root pass was gouged out with air-carbon arc and then welded back in with 7018. In the picture, you can barely make out one of the weld lines. For those of you who don't know, a bend test is a form of destructive testing on a weld. The bend specimens are cut from the weld coupon with a radiograph (machine operated oxygen cutting torch), then ground smooth on all sides, and the corners are rounded off. The specimen is then placed in a hydraulic press that has a U shaped die. If the specimen bends like a solid piece of steel, and shows no cracks/defects/breaks on the welded portion, you pass the test. 
|
|
#
?
Oct 17, 2008 23:30
|
|
|
Day 1 of blacksmithing course, friday evening:    Result: makin' progress.
|
|
#
?
Oct 18, 2008 06:28
|
|
|
That's nice stuff Slung Blade! How do you get the leaf texture on the steel/iron?
|
|
#
?
Oct 18, 2008 13:53
|
|
|
That's a very nice leaf, Slung. I've always been bad at leaves.  dv6speed posted:That's nice stuff Slung Blade! How do you get the leaf texture on the steel/iron? Whacking it with a cross peen, most likely.
|
|
#
?
Oct 18, 2008 17:20
|
|
|
Third Murderer posted:That's a very nice leaf, Slung. I've always been bad at leaves. chiseling veins works out pretty well too (though there's no reason you can't do both)
|
|
#
?
Oct 19, 2008 01:35
|
|
|
Thanks guys, the centre vein was done with a fly press, the angular veins were indeed done with a cross peen hammer. The blank was formed in a die on the power hammer, flattened on the power hammer, and the stalk was drawn out on the power hammer. God I need one, so bad. Day two, more progress:  I have 4 of those made, 2 are bent to the same shape, I'll be bending the other 2 in the morning. Hand status:  Not nearly as bad as last time 
|
|
#
?
Oct 19, 2008 02:29
|
|
|
dv6speed posted:I passed my first bend test! No cracks or any weld defects, just a nice, perfect bend. I'm very pleased. Congrats! A big moment in a welders life. Do you think it would have passed if they bent the 6010? I was laid off on Wednesday from that job. I didn't even strike one arc and just helped the fitters rig a little bit but mostly I just sat around watching them work. I only managed to take 3 pictures, the first one is the vessel that was shut down. It takes in the tar sand at the top and mixes it with steam and it goes into a slurry and is shipped down a pipeline in the bottom. The second is a typical shot of what kind of pipe we were installing, 30" stuff. That particular line is going into a pump house. The third is just a shot of the upgrader beside where our camp was. Pretty horrible camp. I probably put on 10 pounds in the week due to lack of healthy food. Everything was deep friend and I pretty much feel horrible for it. http://i36.tinypic.com/n4tohv.jpg http://i37.tinypic.com/23rpsm9.jpg http://i35.tinypic.com/2w7g8d3.jpg
|
|
#
?
Oct 19, 2008 02:39
|
|
|
That's the camp? It looks like the worst strip mall in history. Sorry for your luck smokey, but at least you got paid pretty well, right?
|
|
#
?
Oct 19, 2008 02:59
|
|
|
SmokeyXIII posted:Congrats! A big moment in a welders life. Do you think it would have passed if they bent the 6010?
|
|
#
?
Oct 19, 2008 02:59
|
|
|
dv6speed posted:Well the 6010 root pass was a good root pass, and I'm sure it had great fusion. It was gouged out and re-welded with 7018 because I was told to do that by my teacher. It was explained to me that having 2 different types of filler metal in the weld could make it fail a bend test even if everything was welded correctly. Oh yeah I understand the purpose of the test, it's a great check of how clean you're welding your 7018, and it tests your backgouge. But what do you think you'll do on a 6G pipe test? 6010 root and 7018 cap. Just inside of a pipe you can't back gouge. It's just the way of things. I wouldn't really trust the statement that a different filler metal will cause failures. You'll see when you start pipe welding, the bends suck because instead of a nice flat surface you're bending a bent one with a natural stress point. Also that's the view FROM the camp, that's actually the upgrader. The camp looks like a 3 story walk up. I think I have a picture somewhere of it... I'll look for it. Also yeah, I figure I'll come home with about $4000 clear since we worked the Thanksgiving Monday. Edit: You'll get failures from different filler metals, yes. But 6010 and 7018 are both plain carbon steel rods. SmokeyXIII fucked around with this message at 05:20 on Oct 19, 2008 |
|
#
?
Oct 19, 2008 05:14
|
|
|
SmokeyXIII, When they do bend tests on pipe specimens, is it usually a root, cap, or side bend?
|
|
#
?
Oct 19, 2008 05:26
|
|
|
SmokeyXIII posted:Also that's the view FROM the camp, that's actually the upgrader. The camp looks like a 3 story walk up. I think I have a picture somewhere of it... I'll look for it. Atco modular? don't worry about it. I've seen hundreds of them.
|
|
#
?
Oct 19, 2008 06:34
|
|
|
Slung Blade posted:Atco modular? don't worry about it. I've seen hundreds of them. More or less. It's just got siding on this camp and they're stacked 3 tall. dv6speed posted:SmokeyXIII, Out of a 6" pipe they cut 8 specimen, they do 4 root and 4 face bends. At least that's how they do it on my tests. However our inspector has the choice to change it up and do side bends, or all root bends, any combination really. If he suspects something is weak on a piece he'll test that and try to get it to rip open.  They bend the piece that has the root tie in, as a root bend. Just to make sure the tie ins are good. They basically make it as hard as possible. Did any of the guys in your class fail their bends? SmokeyXIII fucked around with this message at 16:57 on Oct 19, 2008 |
|
#
?
Oct 19, 2008 16:50
|
|
|
SmokeyXIII posted:Did any of the guys in your class fail their bends? I will certainly be starting pipe this week!
|
|
#
?
Oct 19, 2008 17:19
|
|
|

|
| # ? May 13, 2024 11:36 |
|
|
Day 3, course complete:  Not quite done, but I can do the rest on my own at home. I made 6 of those leaves I posted earlier, so I'm going to do some scroll work, trying to make it as life-like as possible, then weld it to the table frame. Gotta cut the scrolls on the feet so they match each other a little more closely, and make sure it's mostly level. We have a ceramic tile floor, so it won't matter how level I make it, the floor will gently caress it up. After that, I'm getting it sandblasted by a guy I was taking the course with, he offered to do it really cheap, so how could I say no 
|
|
#
?
Oct 20, 2008 01:21
|
|