


|
I'd imagine something like this : https://www.youtube.com/watch?v=Li3NxDMJ1lU
|
 #
?
May 12, 2018 23:26
#
?
May 12, 2018 23:26
|
|



|

|
| # ? May 25, 2024 10:58 |
|
|
Ti porn / fabricator nightmare fuel courtesy of the TFR cold war thread:Mr. Despair posted:e2. as a bonus here's a picture of the wonderfully oxidized(anodized?) titanium pressure vessel that I've handled because it's pretty cool to look at.
|
|
#
?
May 13, 2018 01:33
|
|


|
How deep is the hardening on a piece of railroad track? I got a pretty hefty piece from a guy i work with and im thinking about milling the top a little flatter, and squaring up the sides. How much hardness am i going to lose by doing this? I doubt its through hardened. Also Mokume Gane goons, where is the best place to pick up nickel sheet without having to sell a kidney? I've been tinkering with quarters but its so hard to get a good weld on the whole stack, and its kind of dumb to spend 24 cents for 4 cents worth of material. I'm not using bolted plates or a vice, just an oxy acetlyne torch(I'm gathering parts to build a gas forge) and a hammer. I had reasonably good results with a stack until i tried to forge it into a billet, it imediately started coming apart at about the halfway part.
|
|
#
?
May 15, 2018 17:23
|
|

|
fps_bill posted:How deep is the hardening on a piece of railroad track? I got a pretty hefty piece from a guy i work with and im thinking about milling the top a little flatter, and squaring up the sides. How much hardness am i going to lose by doing this? I doubt its through hardened.   Source : http://onlinepubs.trb.org/onlinepubs/IDEA/FinalReports/HighSpeedRail/HSR-55Final_Report.pdf They're discussing NDT methods for detecting cracks, but they do a good job detailing hardness on the surface.
|
|
#
?
May 15, 2018 19:56
|
|
|
I'm actually scraping a railroad track that's been repurposed into a straight edge now. Man, scraping steel is not fun. I'm guessing it has been milled past the hardening though.
|
|
#
?
May 15, 2018 23:00
|
|

|
After several failed attempts I finally succeeded tonight in casting 5 inch x 2 inch wheel in aluminium as part of my plan to convert a bandsaw to a belt sander. Made the model, the printer, the print & the foundry myself. Feels good.
|
|
#
?
May 15, 2018 23:09
|
|
|
Rapulum_Dei posted:After several failed attempts I finally succeeded tonight in casting 5 inch x 2 inch wheel in aluminium as part of my plan to convert a bandsaw to a belt sander. Cool poo poo, man. Foundry work is fun!
|
|
#
?
May 16, 2018 01:40
|
|

|
Gonna need some pics on that.
|
|
#
?
May 16, 2018 16:16
|
|


|
 https://www.youtube.com/watch?v=9OpbbrZow8k
|
|
#
?
May 17, 2018 08:15
|
|
|
Your foundry looks almost identical to mine though I used a hot water heater shell and it looks like you made yours out of sheetmetal. Still though, that makes yours the only other one I've seen using a furnace burner.
|
|
#
?
May 17, 2018 12:08
|
|
|
fps_bill posted:How deep is the hardening on a piece of railroad track? I got a pretty hefty piece from a guy i work with and im thinking about milling the top a little flatter, and squaring up the sides. How much hardness am i going to lose by doing this? I doubt its through hardened. Do you want pure nickel, or nickel silver? Nickel silver sheet can be bought from any jewelry supply like Rio Grande.
|
|
#
?
May 17, 2018 12:39
|
|
|
Seeing a stationary drill bit drilling into something broke my brain slightly.
|
|
#
?
May 17, 2018 12:44
|
|

|
Slugworth posted:Seeing a stationary drill bit drilling into something broke my brain slightly. Don't watch a lot of lathe work, I gather. It's still really cool, especially big bits. Abom79 has some great videos with 1+inch bits in a lathe.
|
|
#
?
May 17, 2018 12:51
|
|



|
Brekelefuw posted:Do you want pure nickel, or nickel silver? Does one have any advantage over the other?
|
|
#
?
May 17, 2018 18:40
|
|
|
mekilljoydammit posted:Your foundry looks almost identical to mine though I used a hot water heater shell and it looks like you made yours out of sheetmetal. Still though, that makes yours the only other one I've seen using a furnace burner. I looked at the siphon nozzle waste oil and air designs but  I've yet to try anything other than aluminium but i have high hopes judging by the colour of the steel vessels.
|
|
#
?
May 17, 2018 19:19
|
|
|
Rapulum_Dei posted:I looked at the siphon nozzle waste oil and air designs but Right? I literally said "why should I put this many hours into it when I can just go buy diesel?" What're you using for refractory? I'm using the backyard metal casting recipe, so planning on sticking to aluminum.
|
|
#
?
May 17, 2018 19:30
|
|
|
I sort of went the retail route. $27 a bag and its good to 1300c apparently. I found a local company that fits heating systems for office blocks and schools and whatnot and was able to buy a couple of bags direct to avoid shipping. If anything its probably too big to be as efficient as it could be but works alright so far. Ive an empty fire extinguisher waiting to be reborn as a crucible but i need to make a pouring shank for it.
|
|
#
?
May 17, 2018 19:50
|
|
|
I got a water heater factory and a brick factory within 20 miles and friends who work at both, I really have no excuse for not having built a forge yet
|
|
#
?
May 17, 2018 21:15
|
|
|
I retired a compressor tank, only a 25 liter version but I kept it so I can turn it into a propane forge later. Right now I am trying to chase down the source of the noise in my lathe that's gotten more annoying. I am pretty sure it's not the bearings. In order to remove all non relevant noise I disconnected the gearbox drive gears and removed the secondary spindle shaft. Then I ran it in high speed mode, sorta inbetween and in low speed mode. https://www.youtube.com/watch?v=yXUWUQQ86EU When the lathe is in between two modes the noise is quite reduced but the spindle turns. I am myself by now pretty sure there's something in the spindle setup that is riding against something it shouldn't and causing noise and I am thinking it's a lock ring or something like that, there's one about there.
|
|
#
?
May 18, 2018 07:12
|
|

|
fps_bill posted:Does one have any advantage over the other? idk a ton about mokume but from what i recall: nickel silver's actually a cuprous alloy with enough nickel + zinc to turn the alloy white enough for it to pass as sterling silver, i'm not sure if it's used in steel laminates because its melting point is far lower than iron/steel. nickel silver gets used for cuprous mokume, with copper or brass for good contrast. pure nickel gets all goopy and cooperative at approximately the same point as steel and is def used in decorative mokume for knives etc because the pure nickel stands out visually against the steel e: not what you're asking about but I stumbled on it and it's cool as heck- a jeweller who specializes in mokame talks about why he won't make copper-noble metal rings, because they turn into galvanic cells when you sweat on 'em and the copper dissolves away as the sacrificial anode. scroll way down for the controlled test he did, wherein a ring submerged in EU Jewellery Leaching Recipe Surrogate Sweat is largely dissolved away after 10 days https://patternedart.wordpress.com/2015/07/06/why-you-dont-want-a-copper-and-silver-mokume-gane-ring/ 
Ambrose Burnside fucked around with this message at 02:24 on May 19, 2018 |
|
#
?
May 18, 2018 22:55
|
|

|
Yeah i read that before. Sadly I can't afford to play around with gold, so nickel silver and copper it is for now. I kind of want to make myself a bracelet if I can get a billet to stick.
|
|
#
?
May 19, 2018 03:59
|
|
|
Nickel copper is very strong. Nickel silver is not. Nickel silver copper is pretty but not strong. If you�re making ornamental mokume it�s great but if you want it to hold a mediocre edge use pure nickel. Alex Steele has a few YouTube videos about it that are fine. M_Gargantua fucked around with this message at 07:27 on May 19, 2018 |
|
#
?
May 19, 2018 07:24
|
|

|
Ambrose Burnside posted:EU Jewellery Leaching Recipe Surrogate Sweat
|
|
#
?
May 19, 2018 08:56
|
|

|
A month or so ago I got a new Shars 8" 3 jaw chuck for the lathe, got the backing plate mostly machined last weekend, and finished and mounted the chuck today.    Absentmindedwelder asked me to make a part for the van he is converting into a camper so I did that for the maiden voyage of the new chuck. .660 OD x .500 long with 3/8 internal threads.  
|
|
#
?
May 19, 2018 23:55
|
|

|
Great job getting the machine running, and awesome looking part, Thanks!
|
|
#
?
May 20, 2018 00:00
|
|

|
I'm just popping in to share that I got trained on the Bridgeport at the makerspace I'm a part of, and when I went back to use it on the weekend, I promptly broke off the speed range selector lever (somehow). Luckily it's an $8 part, which after minimum order and shipping costs managed to cost me $39 (though I picked up a second one because it was basically free because of the minimums). Hopefully I will have interesting stuff to post here (after the replacement levers come in). I was attempting to make an aluminum cube (that is appropriately square) from scrap, and then decided it should be a d6, and then broke the lever after roughing it to size. I was back to square up all the faces, so that's where I've been stopped.
|
|
#
?
May 20, 2018 00:40
|
|


|
Cheap chinese carbide kit I ordered came: It made a pretty good result on this steel. Not sure what it's called, acid resistant SAE threaded rod. I tried another piece of steel (unknown, I don't know what most of my stock is) and it just didn't produce a good finish regardless of speed or cutting oil or not. Conversely I got a better finish there using HSS and low speed. I've also had real good results with HSS and cutting fluid (soluble oil) in a spray bottle, at the right speed. So many ractors involved in knowing what will produce a good result. 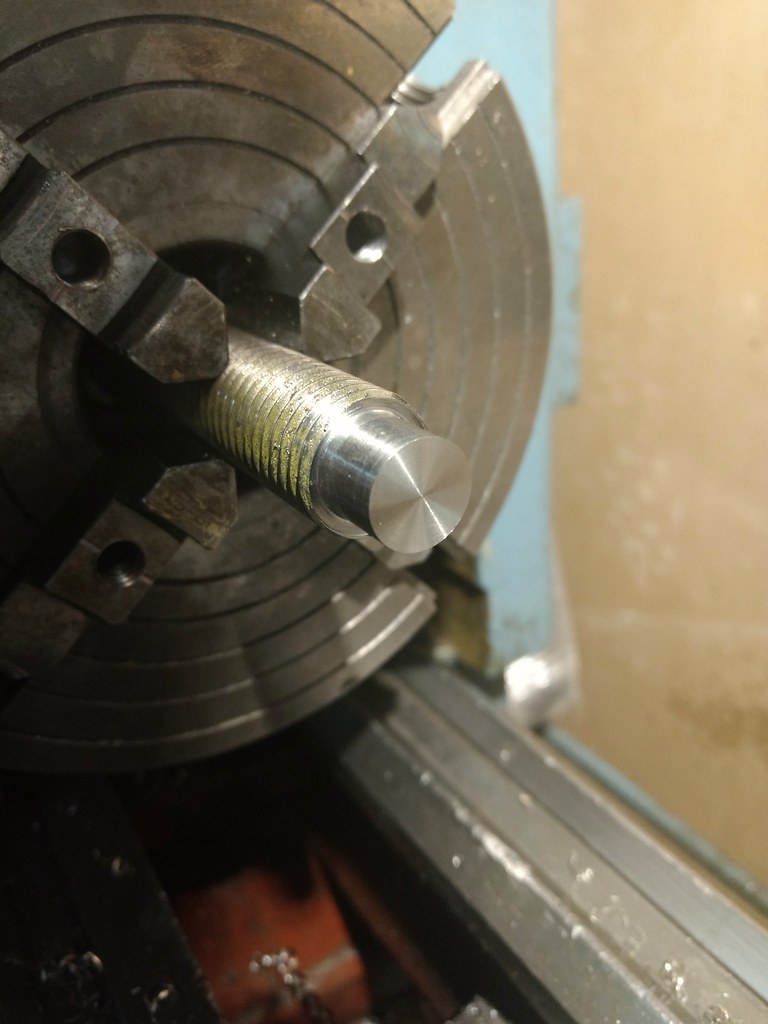
|
|
#
?
May 20, 2018 18:17
|
|
|
Learning to grind your own HSS tools is the best time investment for hobby machinists imo. Keep a box of blanks on hand and you can set up in an hour all kinds of crazy poo poo what would take days of shipping lead + cash monies to get carbide for. Hell, usually the time spent searching the catalog is more than it takes to just make the drat thing. shame on an IGA fucked around with this message at 18:35 on May 20, 2018 |
|
#
?
May 20, 2018 18:29
|
|
|
Yeah but I wanted to try some of this chinese stuff and see how it performs, just curiosity and testing my way ahead and it can be good to have some carbide now and then. Turned some acetal too and carbide was useless there, HSS resulted in a perfect surface finish.
|
|
#
?
May 20, 2018 18:32
|
|
|
Tungsten carbide, being a sintered material, can't be ground quite as sharp as high-speed steel. It does well on hard materials, but for soft stuff (plastic, aluminum) where you need the absolute sharpest edge, HSS will give a better finish. For hobbyists where there's no real concern about tool life or production speed, HSS is the way to go. *for lathes. Get carbide tooling for your mill because ain't nobody resharpening an end mill
|
|
#
?
May 20, 2018 18:44
|
|


|
Also just want to say that lead angle was a major oversight in my training and finding out about it was like discovering fire. I hope nobody needs to be told this like I did but angling the point of your tool away from the direction of cut instead of into it makes all the difference in the world. You can make .250" deep turning cuts in 1018 with a 3/8" hss bit all day like that.
|
|
#
?
May 20, 2018 19:11
|
|
|
Sagebrush posted:Tungsten carbide, being a sintered material, can't be ground quite as sharp as high-speed steel. It does well on hard materials, but for soft stuff (plastic, aluminum) where you need the absolute sharpest edge, HSS will give a better finish. For hobbyists where there's no real concern about tool life or production speed, HSS is the way to go. [citation needed] I've heard this claim before but I'd like to see something with measurements of cutting edge radius and relief/rake angles say that HSS can generate superior tool geometry for lower cutting force or some other performance objective one would have with a "sharper" tool. I found some articles about woodworking but I really doubt this because the WC particles are very small. Heres a paper from SECO indicating that the average grain size of the WC is as small as 0.82um. Not sure what a sharp cutting edge is but I bet it's larger in radius than that. EDIT: Heres a paper on HSS indicating the grain sizes of the austentite are larger than SECO is reporting: https://www.ipen.br/biblioteca/2005/ptech/11061.pdf That said, I used to do research in this field and there is almost no standardization between methods for papers when it comes to measuring properties like this and their effects. Its often "whatever the school has lying around" is used as the test coupon. Metalography tends to be better but not great and there is probably some methodology issues between those papers. Still the idea that HSS generates better tool geometry, including sharpness, is not one I buy. CarForumPoster fucked around with this message at 19:21 on May 20, 2018 |
|
#
?
May 20, 2018 19:13
|
|

|
I'm thinking what you're thinking of is absolute grain size rather then mean grain size and orientation. WC will have smaller individual grains, but HSS will be able to hold its larger grains in smoother alignment. So on the um scale there aren't stress concentrations. HSS will essentially polish its edge on the work as soon as it hits, whereas a WC tool will keep all its little tiny grain imperfections for a long time until they chip off and make a new pattern of grain imperfections.
|
|
#
?
May 20, 2018 19:23
|
|
|
edge buildup rules everything around me. https://youtu.be/mRuSYQ5Npek
|
|
#
?
May 20, 2018 19:43
|
|
|
I'm designing a part to be turned from CP2 titanium that has some fairly fine radiator fins along one section, about 1/32" or 1mm wide with the same spacing between each. When I get a final design nailed down I'd prolly CNC em but for now I'm probably manually machining prototypes. What's the best way to do the grooving? I know commercial grooving tools n inserts that can do this exist but they're $$$ so I'm staying away from that for now. I've got access to a pretty robust machine shop, so I was thinking of doing this old-school and making a profile tool to cut the fins in one shot. I'd either 1) surface-grind a chipped brazed-carbide 1/8" grooving tool down to 1/32" (I -believe- this is viable with our setup if I use a diamond wheel and manually grind away as much steel as is possible beforehand) or 2) pick up some O1 precision-ground flat stock in 1/32" and dress it to be used as a grooving tool directly, then use the tool to cut the fin pattern into some O1/A2 rod on the lathe and then mill + temper + grind as indicated for a profiling tool. ...now that I think of it, if we've got a toolholder that'll play nice there's no reason I can't just use the flat stock custom tool directly for the grooving, pareto-optimal productivity isn't exactly a top priority for me right now. If I can find someone who'll sell me less than 18" of the stuff as a minimum quantity, anyways. e: well look at that, KBC Tools can do me 18 inches for less than $20 CAD, oh happy day Ambrose Burnside fucked around with this message at 01:27 on May 21, 2018 |
|
#
?
May 21, 2018 01:19
|
|
|
Ambrose Burnside posted:I'm designing a part to be turned from CP2 titanium that has some fairly fine radiator fins along one section, about 1/32" or 1mm wide with the same spacing between each. When I get a final design nailed down I'd prolly CNC em but for now I'm probably manually machining prototypes. What's the best way to do the grooving? I know commercial grooving tools n inserts that can do this exist but they're $$$ so I'm staying away from that for now. If the fins are >10x thickness in height and only 1/32nd apart I'd def find another way to do it like weld the fins on, EDM the grooves, etc. Got a drawing?
|
|
#
?
May 21, 2018 01:33
|
|
|
CarForumPoster posted:If the fins are >10x thickness in height and only 1/32nd apart I'd def find another way to do it like weld the fins on, EDM the grooves, etc. Got a drawing? I was also going to say EDM (as I do it for a living), but I'm not exactly sure what your part looks like.
|
|
#
?
May 21, 2018 01:35
|
|

|
These are gonna be retail (albeit high-end) doohickies with a price-point of, like, $100 or less- think vape/ecig-adjacent stuff- so anything like EDM or welding is a nonstarter. Fortunately the fins are real stubby, about 3x as long as they are wide, and RN i've only got 5 fins per unit planned. I don't see the grooving itself being a challenge once I've got the tool, I just don't wanna drop big cash on miniscule tools I'm apt to damage at least once during prototyping. here's a real quick screencap from my wireframe-in-progress, 10-32 thread on the end of the stock to the left, most measurements otherwise are chosen to suit the stock and tools I've got on hand or what I figure will perform well; its a v straightforward part. i think i'll round the top of the fins off for aesthetics if it's just a matter of making the profile tool different or w/e, actual performance isnt particularly important and something that stands out a bit from mass-manufactured offerings with standard squared-off fins would be nice Ambrose Burnside fucked around with this message at 02:28 on May 21, 2018 |
|
#
?
May 21, 2018 02:09
|
|
|
Ambrose Burnside posted:These are gonna be retail (albeit high-end) doohickies with a price-point of, like, $100 or less- think vape/ecig-adjacent stuff- so anything like EDM or welding is a nonstarter. Fortunately the fins are real stubby, about 3x as long as they are wide, and RN i've only got 5 fins per unit planned. I don't see the grooving itself being a challenge once I've got the tool, I just don't wanna drop big cash on miniscule tools I'm apt to damage at least once during prototyping. I think you have a good method. I haven't run a hand ground groover on titanium (only aluminum and mild steel) but you could grind down a tool to 1/32 thickness no prob. I've done exactly that, albeit with more forgiving materials, for a similar idea.
|
|
#
?
May 21, 2018 03:06
|
|
|

|
| # ? May 25, 2024 10:58 |
|
|
Those are some tiny features. You can try and grind down a HSS cutoff tool for prototyping. Can you redesign so you're feeding in a 30, 45, or 90 deg cutter so the profile is like a big zag?
|
|
#
?
May 21, 2018 03:11
|
|