


|
SpannerX posted:I know this is a little late, but here's a guy making a peening anvil: I really appreciate these bullshit free myfordboy style videos.
|
 #
?
Sep 2, 2018 19:19
#
?
Sep 2, 2018 19:19
|
|

|

|
| # ? Apr 28, 2024 08:40 |
|
|
I recently rewatched the diresta video with the bernzomatic torch so I was thinking of that but he wasn't using anything thicker than 6mm stock. I can make do with 6mmm so I'll find an adjustable mapp torch and give it a go.
|
|
#
?
Sep 2, 2018 20:28
|
|


|
I've actually been meaning to do a micro forge build, probably something smaller than a paint-can build; it's exclusively for titanium stock 1/4" dia and under, never needs to heat up more than 6" stock length at a time. An open torch flame doesn't cut it but any standard small forge pattern is still oversized and wasteful.
|
|
#
?
Sep 2, 2018 21:36
|
|

|
I'm not sure you even need a forge for 6 micromillimeter stock.
|
|
#
?
Sep 2, 2018 21:37
|
|


|
ZincBoy posted:This is really cool! What durometer of urethane seems to work for these? You mostly see 60-90ish shore A stuff being used but harder/softer stuff would theoretically be usable for a more limited range of applications, people used to do limited/experimental forming work w vulcanized rubber and other less well-suited materials until polyurethane was recognized as ideal. you can do this with, like, leather and poo poo, but urethane is the only material that doesn't fall apart after a couple dozen uses. i use 6x6" squares of 80 + 95 duro urethane sheet in various thicknesses and they have different applications/results; a thin, hard pad embosses fine detail very well but will not 'flow' for poo poo, while a thick, soft pad is ideal for sinking deeper forms with large internal volumes because the block's ability to flow appreciably under modest pressure 'pulls' more of the sheet into the cavity before a hard edge forms at the die lip and the metal starts stretching and thinning. For that hedgehog I was going for a nice low-profile crisp emboss, and I went with a 1/4" 95 durometer pad, pressing several times and checking as i went until i got the pictured results at 20 tons. for a silhouette die big n bold sinking operation i'd prolly use a 1" 80 duro pad and 5-10 tons. Ambrose Burnside fucked around with this message at 22:58 on Sep 2, 2018 |
|
#
?
Sep 2, 2018 21:50
|
|
|
immoral_ posted:I'm not sure you even need a forge for 6 micromillimeter stock. The bigger issue is how aggressively a torch oxidizes the metal, which i'm trying to control for given how it's titanium. 1/4" stock is perfectly doable with a torch but it gets burnt to poo poo as I'm waiting, and a faster heat with a somewhat more amenable atmosphere would help a lot. also if i'm doing production work it's the obvious ergonomic/productivity pick even if the heat wasn't a consideration
|
|
#
?
Sep 2, 2018 21:53
|
|
|
Nah, my post was really referring to cakesmiths 6mmm typo, you just happened to post just before me.
|
|
#
?
Sep 2, 2018 22:39
|
|
|
So i made the forge and the anvil and the hammer and then, I realized i didn't own any tongs! Best thing about being a smith, NEED A TOOK. MAKE A TOOL. these are the first ones ive made the rivet is garbage but they are mine I made them and I love them
|
|
#
?
Sep 2, 2018 23:07
|
|

|
Made a new pulley from aluminum for my jointer/planer because it was a pretty loose fit on the shaft and made a helluva racket. I copied the old pulley without the claw-coupling feature (used to belong to a bigger combi-machine). The belt could fit better but I had a HSS profile already that fit what the old pulley had almost perfectly so I was lazy and just copied the old style than bothering making a new better fitting pulley, it has worked well for years. 
|
|
#
?
Sep 3, 2018 06:15
|
|

|
I've been learning TIG welding for an art project I'm working on, but am finding the welds I want to do now are pretty difficult for me: This is 3/8" square tube welded to 1/2" round tube. I machined round cut outs into the square tubes with a 1/2" end mill so it fits together nicely. I'm running the welder at 65 amps max and using a 1/16" electrode and 1/16" and the next size down filler rod. Any advice? This is just a test/practice piece, and it doesn't need to be structural or load bearing, just look nice (and not fall apart). I've got lots of extra material for practice and sometimes can get my welding instructor to review my work. Also, are there ways to affix pieces like this that aren't as serious as welding so I can work on other aspects of the project (fitment, motion)?
|
|
#
?
Sep 5, 2018 17:02
|
|

|
Do you want pretty actual welds or just pretty joints? If you don�t mind grinding you can make a giant mess of the weld then grind it until it looks pretty. I don�t have any experience with TIG but from my MIG/stick experience I�d say you should lower your amperage since you are blowing through your tube. Because it isn�t structural you don�t have to worry about getting great penetration or anything. In my experience, welding is absolutely something where practice makes perfect-it�s just teaching yourself the steadiness and muscle memory to make it all consistent. As an alternative if you just want to fiddle with stuff, some sort of proxy or superglue might work, but I�d definitely rough up around the joints with sandpaper to get a better bond and make sure they are clean and no oil on them before you glue.
|
|
#
?
Sep 5, 2018 18:37
|
|

|
Aquila posted:I've been learning TIG welding for an art project I'm working on, but am finding the welds I want to do now are pretty difficult for me: Whats your wall thickness on the tube? you could probably turn down the amperage or back off on the pedal a bit if you're using one, it may also help to lay the filler wire in the gap and wash the arc over it, starting your heat on the wall of the round tube and working over to the edge of the square tube, i can see a few spots there where you ended up chasing the edge of the square tube as it melted away. Conversely you could turn up the amperage to ~100 and hit it with a few very fast tacks if you just need to hold it together. this works best if you have a close fit up. Jody talks about it here https://youtu.be/R9-nzrxMZXU?t=135
|
|
#
?
Sep 5, 2018 19:11
|
|

|
Kaiser Schnitzel posted:Do you want pretty actual welds or just pretty joints? If you don�t mind grinding you can make a giant mess of the weld then grind it until it looks pretty. I don�t have any experience with TIG but from my MIG/stick experience I�d say you should lower your amperage since you are blowing through your tube. Because it isn�t structural you don�t have to worry about getting great penetration or anything. In my experience, welding is absolutely something where practice makes perfect-it�s just teaching yourself the steadiness and muscle memory to make it all consistent. Both shapes are listed as 0.035" wall, though now that I measure it the round is a bit thinner (~0.0325) and square is about as listed. My main concern is not blowing through anywhere and actually not distorting the round at all, as I've got bushings that will go inside. I guess this means pretty welds. Luckily the steel was cheap (the cheapest part of the project actually!) so I will probably cut up a few dozen 1" segments and practice until I am satisfied. In the meantime I may try JB Weld for my first assembly tests. echomadman posted:Whats your wall thickness on the tube? you could probably turn down the amperage or back off on the pedal a bit if you're using one, it may also help to lay the filler wire in the gap and wash the arc over it, starting your heat on the wall of the round tube and working over to the edge of the square tube, i can see a few spots there where you ended up chasing the edge of the square tube as it melted away. Thanks for that link, I've had trouble tacking and will try that method out.
|
|
#
?
Sep 6, 2018 06:42
|
|
|
Jfyi if you use super glue (cyanoacrylate) as a temporary fixture, you need to be sure to remove all of it before you weld. I tried to use super glue once to jig up some oddly-shaped pieces, and it turns out that the welding heat vaporizes it into a horribly caustic gas that will have you coughing for hours. I count myself lucky that it didn't do a brake cleaner/phosgene thing.
|
|
#
?
Sep 6, 2018 15:56
|
|


|
I did a few tube frames of .090 1" 4130 at 60-90 amp using 1/8" filler for reference. You're overheating so try 20-30amp. I'd start too low until you can control a small puddle, then grow and hold to the size of your weld, then move your puddle to the seam. I like to use a bigger fill rod because you don't have to feed as many linear inches of it per fill volume.
|
|
#
?
Sep 6, 2018 17:37
|
|
|
Sagebrush posted:Jfyi if you use super glue (cyanoacrylate) as a temporary fixture, you need to be sure to remove all of it before you weld. I tried to use super glue once to jig up some oddly-shaped pieces, and it turns out that the welding heat vaporizes it into a horribly caustic gas that will have you coughing for hours. I count myself lucky that it didn't do a brake cleaner/phosgene thing. Yeah that produces hydrogen cyanide
|
|
#
?
Sep 6, 2018 18:08
|
|



|
Assuming you survived that, isn�t superglue released by heat anyway?
|
|
#
?
Sep 7, 2018 21:33
|
|
|
Heat is sometimes used for that purpose, yeah, but there's a big difference between just warning the glue up enough to loosen it and burning it with an electric arc in a pool of molten metal. Cyanoacrylate isn't particularly volatile, so it probably wouldn't offgas much at moderate temperatures, but get it hot enough to start breaking down... My logic was basically "well, I use super glue sometimes to hold parts down for machining, so why not for welding?" so I didn't consider the possible consequences. Would have been a good idea to read the MSDS first e: oh I get what you meant. Yeah, it is, but I only needed to hold the parts together long enough to get a few tacks down. Heat doesn't remove the glue that quickly. Sagebrush fucked around with this message at 21:46 on Sep 7, 2018 |
|
#
?
Sep 7, 2018 21:44
|
|
|
For assembly if the stock is cheap I'd def try to use tacks for fixturing if at all possible and play with the fit n alignment through careful hammering or bending, once you know how to tack with your setup it's pretty easy to consistently tack such that it stands up to handling and some manipulation but can still be knocked apart with a hammer blow with minimal marking up of the stock. you can also use soft iron or copper uncoated binding wire to keep stuff together at first, it should work well with tubing you can pass the wire through. Finish the twist that cinches the wire tight with pliers, and avoid heating the wire up too much until you've got the assembly holding itself together with welds because the wire'll expand and loosen up on you. odd-shaped jewellery assemblies being hard-soldered frequently use binding wire for pre-solder workholding. I'd avoid glue entirely, your assembly is simple enough that you've got a couple viable options that don't involve toxic offgasing. Ambrose Burnside fucked around with this message at 00:05 on Sep 8, 2018 |
|
#
?
Sep 8, 2018 00:02
|
|
|
Pretty obvious what this is right!?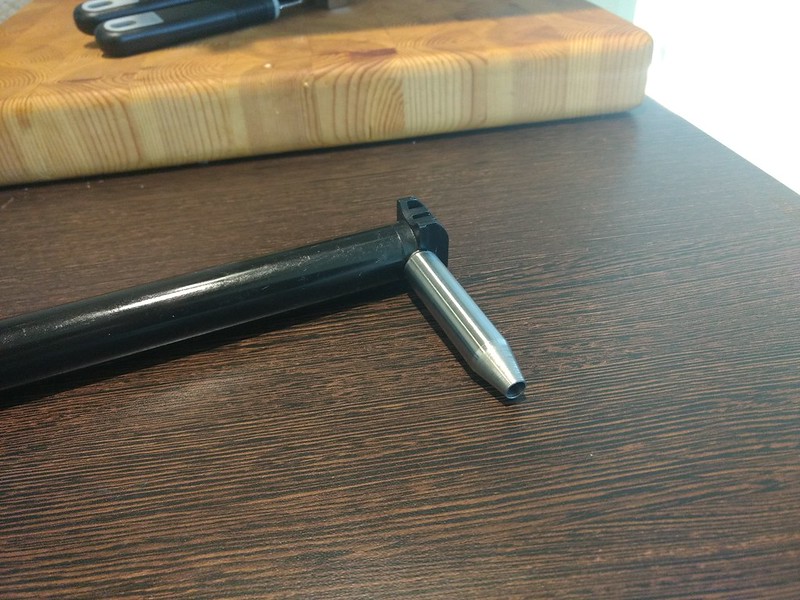 If not, it's a homemade tool from a bicycle pump, I made it to clear clogs in the fridge drain which tends to clog up several times a year. Never found a tool to clear out the drain pipe as in most fridges so I had to make my own. Works like a charm, just jam it in and pump, clears it right out.
|
|
#
?
Sep 8, 2018 16:15
|
|
|
His Divine Shadow posted:Never found a tool to clear out the drain pipe as in most fridges I'm swimming in them. Give me a minute to find one and photograph it. Edit:  Takes a 12g CO2 cylinder like BB guns use, made for blowing out the condensation drain line in air conditioning units. My father was an HVAC tech for 40 years, he's got like five of them that I've seen recently laying around the shed/his old work truck. (Also, I was wondering what they were, having never seen them in use, but when I saw that post the cartoon lightbulb appeared over my head, and he confirmed.) Edit again: It even says "Drain Line Cleaner" on the handle, on that white strip you can just barely see in that photo. Triple edit: the reason there are so many is that the bit that punctures the gas can and/or the seals wear out quick. I put a fresh cylinder in the one pictured, nothing happened, I put a folded bit of cardstock in the bottom, it vented the canister through the part where the handle screws on. So, uh, buy three. Also it took literally less than a minute to find that one, I opened the door of the van and it was on top. Chillbro Baggins fucked around with this message at 03:02 on Sep 9, 2018 |
|
#
?
Sep 9, 2018 02:26
|
|
 Bad Angus! Bad!
Bad Angus! Bad!
|
Is the end anodised?
|
|
#
?
Sep 9, 2018 07:42
|
|
|
Chillbro Baggins posted:I'm swimming in them. Give me a minute to find one and photograph it. Never seen anything like that myself, though I was considering buying one those cheap compressors to blow out the fridge, the type that fits in your hand, or a refillable compressed air bottle, though that would have required an adapter anyhow. But this should not wear out any time soon. Also has anyone had their shavings spark and catch fire when turning hard as gently caress metal with carbide and high rpms? That's what happened when I turned the metal bit, it was from an old axle, the inside is soft but the outside is hardened.
|
|
#
?
Sep 10, 2018 06:49
|
|
|
His Divine Shadow posted:
Yep, albeit usually titanium instead of steel, but even tame metals with low reactivity can change their tune when they go from cold homogenous billet to very hot and finely-reduced swarf with a high surface area. Carbide runs real hot, you're not hitting it with coolant like you would HSS, and a very modest DOC given the hardness makes for wispy filament turnings which probably get oily at some point in the operation. Baby you got yourself a modest metal fire cookin "Reactivity Profile STEEL SWARF is combustible, especially as finely divided powders. Steel powder may behave as a reducing agent and tend to react with oxidizing agents. Their reactivity is strongly influenced by their state of subdivision: in bulk they often resist chemical combination; in powdered form they may react very rapidly. Ferrous iron reacts exothermically with compounds have active hydrogen atoms (such as acids and water) to form flammable hydrogen gas and caustic products. The reactions are less vigorous that the similar reactions of alkali metals, but the released heat can still ignite the released hydrogen. Materials in this group may react with azo/diazo compounds to form explosive products. These metals and the products of their corrosion by air and water can catalyze polymerization reactions in several classes of organic compounds; these polymerizations sometimes proceed rapidly or even explosively."
|
|
#
?
Sep 10, 2018 20:17
|
|
|
I used to work with a guy who machined zirconium parts for nuclear reactors and he said even taking exhaustive precautions and continually removing swarf to a fireproofed bin he'd get multiple swarf fires a day because zirconium does not play https://www.youtube.com/watch?v=VBW5QffLQyM Ambrose Burnside fucked around with this message at 20:22 on Sep 10, 2018 |
|
#
?
Sep 10, 2018 20:19
|
|
|
 https://youtu.be/yIBbrk56KwQ Jump to 1:40, zirconium is so pyrophoric that hand file chips autoignite
|
|
#
?
Sep 10, 2018 21:23
|
|

|
My first lathe. Picking it up this weekend, hopefully.  Included goodies 
|
|
#
?
Sep 11, 2018 04:39
|
|


|
stik posted:My first lathe. Picking it up this weekend, hopefully. This caught my eye :  I think you're buying a good lathe. Anyone who has had to fill hyd. fluid in a ridiculously tiny hole totally sees the beauty in that bottle. Seeing that it's labelled in old school masking tape makes me think there was once a hydraulic fluid dish washing incident. A good looking lathe.
|
|
#
?
Sep 11, 2018 12:11
|
|


|
He misspelled it too so you know you're dealing with a grizzled old machinist who's probably forgotten more about manual machines than you'll ever know
|
|
#
?
Sep 11, 2018 15:07
|
|

|
shame on an IGA posted:
lmao good lord insane pyrophoricity, an exciting tendency to react with moisture to produce hydrogen (very rapidly at elevated temperatures but also enough at room temperature to be a constant concern), it's got something for everything
|
|
#
?
Sep 11, 2018 20:21
|
|
|
anybody ever run into any DIY builds of a knew concepts-style powered jeweller's saw? they're v well-regarded as the only proper substitute for cutting metal because they've got long, slow cutting action that uses as much of the blade as possible and use a cable-based drive + tensioning system that fails safe as soon as a blade breaks so you dont get skewered  they retail for like $2000 but the more i look at em the more i think it'd actually be pretty easy to tackle a similar saw as a project, given my waterjet + machine tool access; the design's basically a low-RPM motor, a crank that clamps to the driving cord, some pulleys, nylon linear bushings that the saw clamp/support travels in, and a straightforward scrollsaw table plate, with enough frame to hold everything where it needs to be. ive considered making a small "conventional" scrollsaw for jeweller's blades before using a rigid blade holder and a simple scotch yoke mechanism or similar but this design doesnt look prohibitively more complicated and has a lot of obvious advantages Ambrose Burnside fucked around with this message at 21:29 on Sep 11, 2018 |
|
#
?
Sep 11, 2018 21:21
|
|
|
I wrote an article on managing coal fires, for my local blacksmithing group. I got a ton of positive feedback, so I figure it's worth sharing. https://www.rjartisan.com/news/coalfirept1
|
|
#
?
Sep 13, 2018 20:14
|
|

|
IMTS Trip Report This place was a marketing departments wet dream. Though this year had 70% less booth babes.  Kennametal had a huge gently caress off sized booth. Sandvik was right near with an equally obnoxious setup. The Kennametal one had music, booming bass, glitter, smoke, it was a loving mess.  That is probably a 1" end mill fixtured up on that head. It was pretty wild as it moved about. Unfortunately I thought this was a video but it's not. Welp.  Lots of enormous machines. Lots of machine companies I've never heard of. Saw some good prices, and got blown away by a few quotes. Junkers.   Fanuc had a massive area with a robot swinging a car around.  Some rando for scale. A bunch of companies were a few years late on the marketing and advertising "Big Oil Field Lathes". Mazak, Haas, DMG Mori, Doosan, had probably the biggest booths. Simplemachines had a nice setup, with pricing, that beat out Haas by a decent bit with an actual Fanuc controller. No idea on machine quality but they looked nice. We found a few lathe chucks that'll give us 50 millionths runout so that was super cool. On the way out our cabbie almost got in a fist fight with another cabbie then proceeded to run the Indy 500 in downtown Chicago. 10/10. Would ride again.
|
|
#
?
Sep 14, 2018 14:45
|
|
|
I was gonna go to that last year. Looks pretty rad.
|
|
#
?
Sep 14, 2018 15:08
|
|
|
Who are SImplemachines?
|
|
#
?
Sep 15, 2018 03:03
|
|





|
Ambrose Burnside posted:anybody ever run into any DIY builds of a knew concepts-style powered jeweller's saw? they're v well-regarded as the only proper substitute for cutting metal because they've got long, slow cutting action that uses as much of the blade as possible and use a cable-based drive + tensioning system that fails safe as soon as a blade breaks so you dont get skewered i've been developing this idea a bit and am thinking about the linear guide component. instead of designing it from scratch as for the commercial saw, it'd be much simpler to use something off-the-shelf. given my requirements- vertical installation and operation, the carriage component must be constrained in all regards except the travel axis, the carriage must move easily and be relatively lightweight, and modest forces but continual fast reciprocating travel- i'm looking at, I figure, either mini linear guides + ball bearing carriages  or 2020 extrusion + a roller carriage, like  which seems like a better fit? the linear guides will be more expensive and are probably overkill, the roller carriage will be cheaper and easier to customize as needed but less durable and definitely a lot more slop than the guides offer. I'm not sure if that slop would help or hurt- it could let the system self-align properly or it could lead to more blade wandering and breakage.
|
|
#
?
Sep 15, 2018 23:23
|
|
|
rump buttman posted:Who are SImplemachines? Oops. SmartMachine. https://www.smartmachinetool.com/
|
|
#
?
Sep 17, 2018 00:42
|
|
|
I�ve bought linear rails like that from aliexpress, a 500mm one was like $15.
|
|
#
?
Sep 17, 2018 21:41
|
|
|
Rapulum_Dei posted:I�ve bought linear rails like that from aliexpress, a 500mm one was like $15.
|
|
#
?
Sep 17, 2018 22:25
|
|
|

|
| # ? Apr 28, 2024 08:40 |
|
|
Apparently the linear rails from BST Automation on aliexpress are genuine Hiwin, but you pay a price for it. Still, apparently cheaper than local suppliers in some areas.
|
|
#
?
Sep 18, 2018 01:43
|
|
