


|
Pimblor posted:Some elbow grease and a dry 3M maroon scotchbrite pad would clean that up pretty quick too. Yooper posted:I've used evaporust on cast iron stuff and it ends up with a very dark gray look to it. It left the old paint alone for the most part. I'd probably start there, go in short batches (heat it, it works much better but evaporates super fast) and control how you want it to look. The tough part is going to be preserving that patina, ultrasonic cleaning would eventually get the rust, but not before it removed every single speck of paint and patina. Thanks for these, gonna try both. I'll have to spray the evaporust on, but apparently that can work when it's not too bad, so worth trying
|
 #
?
Mar 20, 2019 20:09
#
?
Mar 20, 2019 20:09
|
|



|

|
| # ? May 25, 2024 11:03 |
|
|
Evaporust should be your first try, most any other solution isn't going to be nearly as rust-selective and will proportionally hurt remaining paint and patina more. While a chelating rust remover like Evaporust shouldn't hurt paint, you can't guarantee the same about the patina, any any other approach will hurt the patina even more, so proceed accordingly. Avoid physical abrasives unless the Evaporust fails because they'll scour the high points down to bare steel without addressing pitting rust that the abrasive misses. Putting shine on the high points of something patinaed without stripping it from the low points is a really great look that makes the surface textures pop dramatically, though, so it's not always an issue for you if that patina/paint/etc isn't still doing protective work. All this being said, though, at first I'd probably give it a deep cleaning on the working surfaces only and do a test application of Evaporust somewhere hidden on the base to see if it'll change the appearance unacceptably.
|
|
#
?
Mar 20, 2019 20:50
|
|

|
That's great information, thanks. I'll spot test the evapo-rust somewhere and then decide on using it throughout the decorative surfaces (aka everything except for the working plates, the bottom, and the threads/shaft). The majority might be fine with just a clean and nothing else. Could you clarify what 'deep cleaning' method you're recommending for the working surfaces? Ambrose Burnside posted:All this being said, though, at first I'd probably give it a deep cleaning on the working surfaces only
|
|
#
?
Mar 20, 2019 21:20
|
|
|
Deep Clean is maybe a bit melodramatic because 1) I don't have a lot of relevant info irt the tool and 2), again, with these kinds of things you're either preserving as much OG patination as possible or else you're deliberately blasting it all off and repainting it like factory-new. You're doing the former, so the prime directive is "do the least aggressive work required to get it to a state where it works as intended (and doesn't transfer the grime of time to the workpieces)". Clean as deep as is needed to remove all actual dirt and grime but no deeper, so to speak. Soap and water and a rag, then a gentle degreaser like Simple Green, then a more aggressive degreaser and etc, only as needed to get the results you need. It's possible no cleaning at all is needed. If this press was in horrible physical shape the same principle would apply, but it would escalate to "repairing severe platen damage" or what-have-you. Any rust on key parts (i'm assuming here but the platens, the screw, and contact points for moving components prolly) should definitely be addressed and prevented in the future with measures like oiling, stuff elsewhere is negotiable if it's just cosmetic. Just don't slop paint over that rust and call it a day or w/e, leave it be or remove it in a low-impact but thorough way. Ambrose Burnside fucked around with this message at 23:57 on Mar 20, 2019 |
|
#
?
Mar 20, 2019 21:30
|
|
|
I only had a few hours at the forge this past weekend, I made a couple tools for this project and started work shopping with different twists I have seen. these two came out the best. I think I am going to do a larger production run of the square twist and see how they do at the local craft shop 
|
|
#
?
Mar 20, 2019 22:21
|
|

|
I recognize the second but not the first. How's the straight bar look?
|
|
#
?
Mar 20, 2019 23:58
|
|
|
Does anyone have the major, minor, and pitch diameters for a M58x0.75 nut off hand? I'm having problems finding this information through the powers of Google. e: nevermind, I'll calculate it BlackMK4 fucked around with this message at 01:05 on Mar 21, 2019 |
|
#
?
Mar 21, 2019 00:57
|
|

|
Ambrose Burnside posted:I recognize the second but not the first. How's the straight bar look? I think the first one is called dragon scale. You cut on the diagonal on opposite sides. this is one side, you would do the same thing on the other. 
|
|
#
?
Mar 21, 2019 18:04
|
|
|
I think I see it, like going down two edges of the square stock and cutting regular 'flaps' with a hot chisel/fuller then twisting, I guess?
|
|
#
?
Mar 21, 2019 19:45
|
|
|
Courtesy of the OSHA thread, good suggestion for anyone trying to decide what to do with the ancient shaper in the corner of the shop:
|
|
#
?
Mar 21, 2019 20:40
|
|

|
I love the warning sticker on either side of the sliding table. I'd hate to clean that area at the end of the shift.
|
|
#
?
Mar 21, 2019 21:16
|
|

|
3rd option. Degrease and boil in distilled water. Then card the rust off with steel wool
|
|
#
?
Mar 22, 2019 03:53
|
|

|
Ambrose Burnside posted:I think I see it, like going down two edges of the square stock and cutting regular 'flaps' with a hot chisel/fuller then twisting, I guess? The cut is on the diagonal to it makes little triangles. But yeah that's the gist
|
|
#
?
Mar 22, 2019 07:53
|
|
|
I'm designing a collet clamping system using a nut and tapered male thread to close the collet. Like #3 here, except the tapered male pipe section has relief slots cut into it to permit the threads to compress: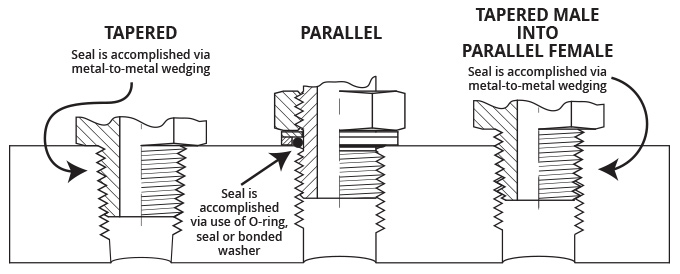 It has to be quite low-profile, and to get enough collet closing distance out of a quarter inch of threads the thread taper will almost certainly have to be significantly steeper than a pipe tap, I'm working with 5 deg. for now. The prototypes will be 3D printed so cutting a wack-rear end custom thread isn't a problem, but it's 3D printing so the thread will also need to be fairly coarse to work. I've never designed an oddball thread and matching nut from scratch, and I'm also not experienced designing for functionality from a 3D printed plastic assembly. Any tips or design guidelines or convenient off-the-shelf parts that might help here.
|
|
#
?
Mar 22, 2019 16:29
|
|
|
I'm thinking an Edison/knuckle-style round thread profile might be the ticket here because 1) the male thread component will be distorted significantly in use, and a conventional triangular tooth will likely bind as the taper angle changes where a round one should be better able to "roll through" that changing geometry, and 2) the material will be real soft and the finer tips of a triangular tooth profile will be prone to damage/stripping
Ambrose Burnside fucked around with this message at 16:49 on Mar 22, 2019 |
|
#
?
Mar 22, 2019 16:45
|
|
|
Anyone ever done a black oxide finish on stainless steel (305)? I have been looking at Insta-Blak and am curious how well the finish holds up.
|
|
#
?
Mar 22, 2019 18:17
|
|
|
Ambrose Burnside posted:I'm thinking an Edison/knuckle-style round thread profile might be the ticket here because 1) the male thread component will be distorted significantly in use, and a conventional triangular tooth will likely bind as the taper angle changes where a round one should be better able to "roll through" that changing geometry, and 2) the material will be real soft and the finer tips of a triangular tooth profile will be prone to damage/stripping Check out the API oilfield threads. Mayhew thread too. Might give you an idea on thread shape.
|
|
#
?
Mar 22, 2019 19:35
|
|
|
Ambrose Burnside posted:I'm designing a collet clamping system using a nut and tapered male thread to close the collet. Like #3 here, except the tapered male pipe section has relief slots cut into it to permit the threads to compress: What sizes are you thinking as luck would have it a recent fusion 360 update added tapered threading.
|
|
#
?
Mar 22, 2019 21:34
|
|
|
Yooper posted:Check out the API oilfield threads. Mayhew thread too. Might give you an idea on thread shape. This is good stuff, thanks. API threads come in tapers of up to +7deg so the profile might work well as-is, maybe i could get away with just modeling an example profile to scale and then shrinking it down as needed to some frankenstein not-standard thread with matching frankenstein nut. Can't just steal a Mcmaster-Carr CAD model thread profile this way, though, which is always the smartest way to work, boooo Rapulum_Dei posted:What sizes are you thinking as luck would have it a recent fusion 360 update added tapered threading. As fine a thread as I can reasonably produce and use with something that we can 3D print in-house, I may have to do some trial and error there. I've got very little threaded pipe length to work with here (1/4"ish) and as much of that length as possible should be full-strength thread that the nut can engage with properly, which calls for as low a thread pitch as possible to minimize the length of the non-"working" thread starts at the ends. As far as diameter of the pipe, the ID must be at least 0.8" and the OD can get up to around 1", but we'll probably shoot for a much thinner sidewall than that so we get that deflection we want. It does not, strictly speaking, HAVE to be 3D printed, but machining the whole part from plastic or aluminum would involve some extremely creative and labour/time-intensive workholding and tool access there is less predictable, so that'll probably be a last resort. Ambrose Burnside fucked around with this message at 01:24 on Mar 23, 2019 |
|
#
?
Mar 23, 2019 01:22
|
|
|
i'm falling down the drill pipe thread profile insanity hole. its like a snapshot into an alternate nightmare universe where nothing was ever standardized and if you want to disassemble your Sears vacuum youll need to buy a sears-pattern screwdriver to get those sears-head screws off
|
|
#
?
Mar 23, 2019 01:39
|
|
|
You can cut pretty much any triangular thread with a single tooth threadmill in fusion 360. I've done 1.5-12, 3/4-12 and odd NPT threads using mine. 3D printing is shittons easier though, and if the thread surface finish is too rough, you can always take a file to it and smooth it out.
|
|
#
?
Mar 23, 2019 03:34
|
|

|
managed to dig up a holy grail of tech specs for oilfield rotary threaded connections, if anyone's curious- detailed info is surprisingly hard to find, i guess 'cause most profiles are proprietary http://www.oilfieldtrash.com/custom/php/files/1252703762TECHFACT.pdf Everything commercial is way too big to be directly adapted, but it's still useful for showing how steep-tapered threads tend to be designed.
|
|
#
?
Mar 23, 2019 03:48
|
|
|
Ambrose Burnside posted:managed to dig up a holy grail of tech specs for oilfield rotary threaded connections, if anyone's curious- detailed info is surprisingly hard to find, i guess 'cause most profiles are proprietary http://www.oilfieldtrash.com/custom/php/files/1252703762TECHFACT.pdf If you're looking at drilling stuff for ideas, the following might be of some use as well: http://www.nndrilling.com/drill-rod-sizing-chart http://www.diedrichdrill.com/specs/rodsp1.htm <---- When you're looking at the various rods in here, anything with a "J" at the end is a tapered thread, EG: AWJ. And they're different than the API threads. Or supposed to be different than API. https://www.bluedemon.com/Pg8-drillrod.htm
|
|
#
?
Mar 23, 2019 05:24
|
|


|
i think I've managed to sidestep the tapered thread thing entirely, i'm gonna do some real smartass bullshit designfucker stuff on a piece of spring steel with the shop waterjet an integral spring-loaded jaw to bite into the soft plastic of the thing we're trying to lock in place; normally in the locked position, hold down the tab to disengage the jaws only as needed. I figure I'll need to screw around with the spring design a bunch to get something that actually works reliably. Ambrose Burnside fucked around with this message at 09:35 on Mar 23, 2019 |
|
#
?
Mar 23, 2019 09:28
|
|
|
that was a cool design but definitely a much bigger hassle to manufacture than it ought to be without offering much beyond "now you dont need to source springs" so i reworked it to make use of a separate wave-style bumper spring, to be cut from spring polyurethane sheet or batch-cast from pourable urethane. also loving with the ergonomics of the 'button', i wanna move it around to the side and reduce it to just a snag-free stud somehow to make accidental operation less likely ideally i'd just use a tiny steel leaf spring but at the prototyping stage designing/sourcing that is actually a much bigger hassle than something forgiving like a PU spring that we can make very quickly in-house Ambrose Burnside fucked around with this message at 20:56 on Mar 23, 2019 |
|
#
?
Mar 23, 2019 20:54
|
|
|
- -Never mind- -
Rapulum_Dei fucked around with this message at 17:37 on Mar 24, 2019 |
|
#
?
Mar 24, 2019 17:24
|
|
|
different topic: i've got an old milsurp painted stamped-steel belt buckle that I wear a fair bit, but the original paint is flaking off at the high-wear spots and the base metal is starting to rust. I haven't done much rust-proofing/sealing/metal finishing for this sort of extremely high-wear application; any tips/products to recommend? Aside from being hard-wearing it'd be nice if it produced a good-looking final result, and that also won't obscure the stamping details like something very thick might. In a perfect world I'd get it plated with a nice thick layer of nickel, brass or silver, but I can't plate stuff myself and don't wanna shell out for it. I'm not aware of any clear/invisible sealants that are hard-wearing without being hideously glossy, which I don't want. Maybe strip the remaining paint + rust and then repaint it with some model enamel paint in a colour similar to the original? Any other paints that are preferable for this sort of application?
|
|
#
?
Mar 24, 2019 23:54
|
|
|
I forge at a place that's open to the public since it's located inside of a park. Had a lady come in today and ask about buying a railroad spike. Lady: We're Catholic, and we knew when we saw it: This is the exact nail that went through Jesus's feet while he hung on the cross. All that pain, for our sins. Me:. .... ...... .... Ok. I clean one up with the wirebrush and hand it over. "And you can see here where this one is marked "HC", which means "High Carbon". I just let her have it since we have bags of them lying around, and none of us wanted to bring up that the Romans lacked railroads. Jesus "High Carbon" Christ Uncle Enzo fucked around with this message at 02:26 on Mar 25, 2019 |
|
#
?
Mar 25, 2019 02:21
|
|

|
Ambrose Burnside posted:different topic: i've got an old milsurp painted stamped-steel belt buckle that I wear a fair bit, but the original paint is flaking off at the high-wear spots and the base metal is starting to rust. I haven't done much rust-proofing/sealing/metal finishing for this sort of extremely high-wear application; any tips/products to recommend? Aside from being hard-wearing it'd be nice if it produced a good-looking final result, and that also won't obscure the stamping details like something very thick might. Probably to thick but I've used rustoleum appliance epoxy spray paint with good effect on roll cages and the like. No idea how it would hold up on a belt buckle. Black is a semi gloss.
|
|
#
?
Mar 26, 2019 00:32
|
|


|
Ambrose if you ever want to wire edm some tiny rear end springs let hit me up.
|
|
#
?
Mar 26, 2019 02:14
|
|

|
A Proper Uppercut posted:Ambrose if you ever want to wire edm some tiny rear end springs let hit me up. We've actually got wire + sinker EDM machines plus a waterjet, i've never run the first two but i've got tons of waterjet time- I think I can do that goofy Living Spring design to an acceptable standard on it if i plan the cutouts to stick to the bare min jet kerf. thank you though~ god i said i'd shoot for a cheaper design, smash cut to me seriously considering edm processes Ambrose Burnside fucked around with this message at 03:05 on Mar 26, 2019 |
|
#
?
Mar 26, 2019 02:51
|
|
|
Tomorrow I start training to program mazak integrexes and I'm hype. These machines are cool as hell. I can already program mills and lathes so it should all be really intuitive. Once I get my feet under me I might post some updates of different projects I'm working on.
|
|
#
?
Mar 26, 2019 05:29
|
|

|
Ambrose Burnside posted:god i said i'd shoot for a cheaper design, smash cut to me seriously considering edm processes update: yep too expensive to manufacture, who could have forseen this, rip unrelated query- any tips for locknuts that are hand-turnable or allow the locking to be temporarily disabled? we need a way to constrain the travel of a sleeve placed over threaded rod but in a way that's easy for the user to adjust without tools and is reasonably low-profile. two pairs of thin knurled thumbscrew-style nuts locked against each other is our current solution, but it's clumsy. what i'm thinking of is the screw thread equivalent to those garment spring cord locks, i e  apparently speed nuts are sometimes made to be self-locking at any point on the thread vs. only when torqued against something, but i'm not googling the right keywords i guess e: a well-made non-fastener version of the cord lock exists as quill depth stops for drill pressed and the like, theyre too big and expensive for our application but it's a start i guess 
Ambrose Burnside fucked around with this message at 02:36 on Mar 27, 2019 |
|
#
?
Mar 27, 2019 02:10
|
|
|
Does anyone have any advice about getting custom spring steel clips in small batches? I�m trying to make a speed loader for shooting, but the type of steel clip I want to use was apparently last made about fifty years ago (by the Parker pen company I was told). I assume it involves a lots of set up with mandrels and so on, so isn�t much cheaper in our shiny CNC future?
|
|
#
?
Mar 27, 2019 10:42
|
|

|
What's a 'small quantity'? Steel stampings like this strongly favour large economies of scale because of the tooling n setup costs, unfortunately. Don't listen to me without getting some quotes too, though, it ain't my industry.
|
|
#
?
Mar 27, 2019 12:59
|
|
|
Using CAD to layout my shop. That's gonna be my big summer project after I get the mill done. Models are not true reflection of what I have except in size, measured the footprint of everything in my shop before starting. Early draft:  Moved around a bit  Someone else suggested a triple partition (no doors, only plastic drapes) into woodworking, welding/grinding/etc in the middle and metalworking on the other end. 
|
|
#
?
Mar 27, 2019 13:05
|
|

|
Ambrose Burnside posted:What's a 'small quantity'? Steel stampings like this strongly favour large economies of scale because of the tooling n setup costs, unfortunately. Don't listen to me without getting some quotes too, though, it ain't my industry. Fifty to a hundred to start with. I�d hope to get some small sporting goods makers here interested, but they tend to run to the �crusty, rude, and doesn�t listen to ideas� mould, so can�t be certain.
|
|
#
?
Mar 27, 2019 15:13
|
|
|
Belt buckle - protectaclear is the thinnest, most invisible coating I've worked with. Works great, too. Shop organization - our shop has all of the mills at 45d like your last concept. I guess they can pack in more mills per square foot that way but it might help fit in to your space. I'd extrude some exclusion zones around your equipment like you mill's max x travel and the area you'd be standing to help with layout. I might do wood, machining, grinding to keep the swarf away from wood. Engaging a threaded rod - I like the knobs that have are tapped and then clearance drilled off axis so it slides until it's flat and the threads engage. It would need a quarter or half turn to release and also fall freely if nothing is supporting it. Some other ideas: You could do a shaft collar at the risk of thread damage. Maybe you turn the assembly horizontal and just hang a weight like a door stop. Snake nut with knob or spring plunger? Caddy nut for strut channel?
|
|
#
?
Mar 27, 2019 17:43
|
|
|
Vindolanda posted:Fifty to a hundred to start with. I�d hope to get some small sporting goods makers here interested, but they tend to run to the �crusty, rude, and doesn�t listen to ideas� mould, so can�t be certain. Oof, yeah that's an extremely small run for a component like that. For reference, working lifespans for these sorts of tools is often quantified in millions of working cycles, that's why mass-produced sheet metal goods are so goddamn cheap despite the relatively high up-front costs. Small-run CNC bending absolutely is a thing, but so far as I know that's suited to conventional sheet metal work- like, sheet metal brake-type manufacturing- that utilizes standard tooling. The geometry of those clips seems fairly intricate and very likely involve lots of demanding fits/tolerances to work properly, and some real engineer work to design tooling that accounts for the springback of spring steel, which is where a lot of tooling costs ultimately come from. Don't forget heat-treating. For a quote that's realistic and not just a gently caress-you-we-dont-want-the-job number you'll probably want to approach potential manufacturers with properly dimensioned and toleranced drawings, it will matter for these things to actually work properly and them having to reverse-engineering that stuff will pad a quote out extensively. Hopefully you can find a print online or sth.
|
|
#
?
Mar 27, 2019 21:02
|
|
|

|
| # ? May 25, 2024 11:03 |
|
|
Ambrose Burnside posted:Oof, yeah that's an extremely small run for a component like that. For reference, working lifespans for these sorts of tools is often quantified in millions of working cycles, that's why mass-produced sheet metal goods are so goddamn cheap despite the relatively high up-front costs. Small-run CNC bending absolutely is a thing, but so far as I know that's suited to conventional sheet metal work- like, sheet metal brake-type manufacturing- that utilizes standard tooling. The geometry of those clips seems fairly intricate and very likely involve lots of demanding fits/tolerances to work properly, and some real engineer work to design tooling that accounts for the springback of spring steel, which is where a lot of tooling costs ultimately come from. Don't forget heat-treating. I think it�s really unprofessional that manufacturers won�t make a hardened mandrel and run off a few tempered clips for the exposure. I�ve got at least five Instagram followers and that makes me someone that any enterprise should be courting. I think I�ll just keep trawling auctions, already found one set in better condition and I�m not in any desperate need. Unfortunately the belts that these clips came on were used by very good game shots in the 20s to late 50s, most of whom had high end guns and who objected to the deep scratches the steel puts into the wood of the stock of a �100,000 Purdey, so lots were thrown away soon after purchase.
|
|
#
?
Mar 28, 2019 12:14
|
|