


|
That part isn't terribly complex, either, so if you have a lathe and mill it might be worthwhile to just make a new one with maybe a larger OD on the flange to prevent a similar break in the future.
|
 #
?
May 2, 2019 12:18
#
?
May 2, 2019 12:18
|
|


|

|
| # ? May 9, 2024 22:38 |
|
|
Could you braze both holes and clock it 90 deg? Then the drilled holes would be in a consistent material.
|
|
#
?
May 2, 2019 13:03
|
|


|
stik posted:Well, I ended up going with this one https://www.ebay.com/itm/361710901814 Only immediate complaint is that they are 5 micron scales, so .0002 inches. The commercial standard is 2 micron now, but for a personal use setup i don't see needing that precision. My boss was suprised at your bridgeport. It has the older style rail on top but a newer setup with vfd.
|
|
#
?
May 2, 2019 13:44
|
|
|
frodnonnag posted:Only immediate complaint is that they are 5 micron scales, so .0002 inches. The commercial standard is 2 micron now, but for a personal use setup i don't see needing that precision. What's your recommendation for a Bridgeport DRO kit? I've got an older style Mitutoyo DRO that is slowly taking a dump.
|
|
#
?
May 2, 2019 14:00
|
|


|
Yooper posted:You were on the right track. The braze is the right thing to use, I'd have done it completely in braze then sanded that down. The bondo is going to be brittle and won't like getting drilled. The other tough part is you have an interrupted cut, so every time the drill goes around it hits the braze, digs in, then exits, then slams in again. A drill press or mill would work best, otherwise even a pea-grinder with a gentle touch can remove the material in the hole. I'd save the bondo for last after you've done all the machine work. Sounds good. I did use the drill press and clamped the piece down, but the patch simply wouldn't stand up to it. I really should've opened up the hole some more before brazing, simply to give myself one type of material to drill through. Eugene V. Dubstep posted:That part isn't terribly complex, either, so if you have a lathe and mill it might be worthwhile to just make a new one with maybe a larger OD on the flange to prevent a similar break in the future. The makerspace does have both, but I don't know how to use either. And to be perfectly honest, I'm looking to finally finish the stupid thing while keeping it as original as possible. You're not wrong though -- that is certainly the weakest part of the whole press. If/when it goes again, a full-on replacement is probably the way to go. honda whisperer posted:Could you braze both holes and clock it 90 deg? Then the drilled holes would be in a consistent material. I think this might be the winning approach! I'll see if the spacing allows for that with those protrusions (for grip?) on the side of the flange. Thanks all, I'll give it another go.
|
|
#
?
May 2, 2019 15:30
|
|

|
Yooper posted:What's your recommendation for a Bridgeport DRO kit? I've got an older style Mitutoyo DRO that is slowly taking a dump. I can't really say, as everything i deal with is on the commercial manufacturing side, and not hobbyist. Anything i quote would be probably 2-3x what you'd get by amazon/alibaba. I'd suggest if you liked your mitutoyo, try ebay first and see if you can go 1 for 1 at a reasonable price. Failing that, what dro do you have and what is wrong? You can often get replacement parts.
|
|
#
?
May 2, 2019 17:14
|
|
|
Trabant posted:I think this might be the winning approach! I'll see if the spacing allows for that with those protrusions (for grip?) on the side of the flange. Clock it 60° so you get another go at 120° if you cock it up 
|
|
#
?
May 2, 2019 17:50
|
|


|
frodnonnag posted:I can't really say, as everything i deal with is on the commercial manufacturing side, and not hobbyist. Anything i quote would be probably 2-3x what you'd get by amazon/alibaba. I'd suggest if you liked your mitutoyo, try ebay first and see if you can go 1 for 1 at a reasonable price. This'll be for an industrial application. We have a Bridgeport that the DRO was ripped off by an errant forklift. The other machine has a Mitutoyo that's going on 20 years old and suffers random shutoffs. We use it for maintenance work so it's more of an inconvenience. Something like the baby Accurite would be perfect.
|
|
#
?
May 2, 2019 18:10
|
|
|
cakesmith handyman posted:Clock it 60° so you get another go at 120° if you cock it up Three weeks later, surrounded by remnants of dozens of brazing rods: "OK, if I clock it just 3° more, I should be able to give it another go"
|
|
#
?
May 2, 2019 21:00
|
|
|
For that flange repair, as others have said, I would avoid the Bondo entirely and just build the material back up with brazing rod. Filling in the hole entirely isn't necessary, and I personally would avoid that, but overall adding extra material you later remove is necessary. IRT drilling the hole: this kind of task demands good fixturing and as much rigidity in both part setup and tooling as is possible. In fact, I wouldn't drill it at all if I could avoid it; I would either - use a mill + endmill to peck my way through, or - use a cylinder rotary file/burr or jeweller's files to manually bring the hole back to size and clean up the fill Absent being a machinist w machinist assets on hand, I'd go with 2; it's slow, sure, but you can't really gently caress it up, it sidesteps the challenges of drilling through dissimilar materials with cut interruptions and the tooling should be trivial to get a hold of. Watch some TV, get a TV dinner elevated tray to catch swarf, and file away, it won't even feel like work. If you try to redrill it with a full brazed repair I doubt it'll fail during the drilling process, but you stand a good chance of snapping a drill if you're not cautious. Use a brace drill or eggbeater drill if you have one available; the tactile feedback can be very helpful with avoiding breaking drill bits, you feel the snags and the torsion in the bit before the break.
|
|
#
?
May 2, 2019 21:59
|
|

|
cakesmith handyman posted:Clock it 60° so you get another go at 120° if you cock it up Good idea!
|
|
#
?
May 3, 2019 01:13
|
|
|
Got a new scale for my DRO, Heidenhain LS703, price was cost of shipping  
|
|
#
?
May 3, 2019 11:22
|
|

|
Maybe you guys would like an overview of a swedish milling machine (no longer made). I think it might be a bit different from what you are used to in america: https://www.youtube.com/watch?v=Y4RLS1duZHU
|
|
#
?
May 3, 2019 19:49
|
|
|
Ambrose Burnside posted:For that flange repair, as others have said, I would avoid the Bondo entirely and just build the material back up with brazing rod. Filling in the hole entirely isn't necessary, and I personally would avoid that, but overall adding extra material you later remove is necessary. Good tips -- thanks!
|
|
#
?
May 3, 2019 19:50
|
|
|
His Divine Shadow posted:Maybe you guys would like an overview of a swedish milling machine (no longer made). I think it might be a bit different from what you are used to in america: Amusingly that machine is pretty similar to my made in USA Van Norman:  Biggest difference I think is in regards to the way they're setup for horizontal milling; on the VN you just have to crank the knee all the way up to where the arbor goes, which is obviously a chore. But on the plus side the horizontal support arbor and cutterhead are maximally supported by the ram's ways. I'd think the Abene machine has to be sacrificing some rigidity having the ram all cantilevered from the back with that hold-down clamp to help out, but who knows what all constraints there may have been motivating that design. Anyway, details aside they're pretty fundamentally similar, though what you said still holds in that these things are just like a drop in the ocean of Bridgeports.
|
|
#
?
May 4, 2019 08:47
|
|
|
I don't really have any experience with them myself, I think it's too big a machine for my shop. The Deckel is a better fit, speaking off, I painted some parts. Photo'd after I removed the masking tape, from the most critical areas anyway. It looks OK now I guess, better than before even though the brush job didn't turn out the best. The next step once it cures is a light sanding, then filler, more sanding, then a final spray coat of the same 2k epoxy paint. It has just the right gloss I think. 
|
|
#
?
May 4, 2019 14:24
|
|
|
 My apartment days are over and ITS ALIVE!
|
|
#
?
May 5, 2019 01:01
|
|
|
Yooper posted:This'll be for an industrial application. We have a Bridgeport that the DRO was ripped off by an errant forklift. The other machine has a Mitutoyo that's going on 20 years old and suffers random shutoffs. We use it for maintenance work so it's more of an inconvenience. Something like the baby Accurite would be perfect. We have basically 3 new dro setups we use, of which one isnt viable, it's m2/3 software on a tablet or pc and meant for metrology. Our cheapest direct option would be one of our old used dros, something simple like a quadrachek 2. We usually let them go for 300 or so. It just depends on what scale cable connectors you have.
|
|
#
?
May 5, 2019 01:49
|
|
|
I picked up some neat scrap from the local surplus place today. I think I should try to get this thing working and hooked up to make something useful.  With the way covers off  Looks like it has a pretty decent motor in it  Tachometer on the end of the ballscrew motor  Fancy sounding bearings  DRO too evidently  Not sure what I've got here. Seems like a great start to something.
|
|
#
?
May 9, 2019 04:35
|
|


|
Looks like an incredibly beefy z axis?
|
|
#
?
May 9, 2019 09:13
|
|


|
The weather here still isn't great, but it's improving, and I've finally had the chance to fire up my little metal furnace a few times! Aluminum is a no-brainer. I can fill a #3 crucible with molten metal within 10 minutes of lighting it off. The furnace is pretty small and the burner is quite powerful, and it heats up super fast. I've only melted a couple of pounds of copper so far, but it's also a pretty quick operation. Maybe 15 minutes until it gets up to temperature. Formerly copper pipe:  This was some aircraft wire scrap - it's tin-plated copper, but the tiny tiny amount of tin doesn't seem to have a real big impact:  And some homemade "aluminum bronze" (not really the professionally alloyed kind), which in this case is copper with ~10% aluminum added by weight:  I understand that aluminum bronze can be quite challenging to cast, but I love that golden color and will be giving it my best shot once I'm ready to start making proper molds. Looks like it's going to be a fairly nice day today, so Operation: Don't gently caress Up Making Green Sand You Idiot might be a go.
|
|
#
?
May 11, 2019 12:00
|
|

|
That is a beautiful bar and all I want to do now is use it for knife handle bolsters 
|
|
#
?
May 11, 2019 20:29
|
|
|
The picture doesn't even really do it justice, it's much prettier in person. ") I want to saw that one open to see what the inside looks like. The bottom is a little rough where the metal hit the mold first, and of course the top looks like a nutsack due to cooling and shrinkage, but it'll be interesting to see if there are any voids or inclusions in the main mass. If I'd been thinking, I would have just taken it to work with me sometime this past week and asked one of the machinists face off a couple of sides. Maybe I'll wait until Monday and do exactly that. I want to saw that one open to see what the inside looks like. The bottom is a little rough where the metal hit the mold first, and of course the top looks like a nutsack due to cooling and shrinkage, but it'll be interesting to see if there are any voids or inclusions in the main mass. If I'd been thinking, I would have just taken it to work with me sometime this past week and asked one of the machinists face off a couple of sides. Maybe I'll wait until Monday and do exactly that.
|
|
#
?
May 11, 2019 23:22
|
|
|
That last one is cool. Like brass without the toxic zinc fumes, hmmm... Anyone ever made a Raku style foundry? I have a load of leftover ceramic blanket and was thinking of using rigidiser to make a burnout kiln. But when you think about it you could have a shallow base of refractory for the crucible and burner and then lift the whole top off.
|
|
#
?
May 12, 2019 17:35
|
|
|
I stopped following ChuckE some time ago, He's escalated from MAGA chud to full blown white nationalist and reading the Great Replacement in full which is the inspiration of the NZ shooter. https://twitter.com/classiclib3ral/status/1127665613659361280?s=20
|
|
#
?
May 12, 2019 22:58
|
|
|
Hahaha that guy. He seemed like a sponsorship shill and blowhard, but now all of my ill feelings are validated.
|
|
#
?
May 13, 2019 00:11
|
|
|
Yeah I stopped following him too years ago and went with Jody instead, good choice.
|
|
#
?
May 13, 2019 05:53
|
|
|
who is jody?
|
|
#
?
May 13, 2019 06:02
|
|
|
Welding tips and tricks
|
|
#
?
May 13, 2019 06:03
|
|
|
Crankit posted:who is jody? Ask ur wife lmao
|
|
#
?
May 13, 2019 17:23
|
|

|
His "the Great Replacement" reading video and the one in the Twitter thumbnail crying that his channel will be deleted are gone as far as I can tell.
|
|
#
?
May 13, 2019 17:59
|
|
|
Did some painting of some of the deckel parts today. I thought it turned out okay. As soon as I sat down with the photos I saw a spot I missed in prepping properly, and I thought the saddle might have gotten a bit textured compared to the other parts, think the compressor was loosing pressure, it doesn't work quite correctly so I gotta turn it on and off manually. Before painting:   The color match when the paint is fresh is nearly perfect IMO. Let's see what happens when it cures...   Like I said, I think the saddle finish got a bit... I think the word is orange peel? 
|
|
#
?
May 13, 2019 18:29
|
|
|
Yeah that is called orange peel https://en.wikipedia.org/wiki/Orange_peel_(effect)
|
|
#
?
May 13, 2019 18:36
|
|

|
Yeah says low air pressure. Pretty sure that's what happened, the spray gun did best with 60 psi or more. Oh well I don't think I have the energy to try another go at painting it.
|
|
#
?
May 13, 2019 18:46
|
|
|
kinda tangentially-related but idk where to ask: can anyone recommend a commercial CAD-CAM suite/plugin/solution that'll complement a commercial CNC wire-bending machine and let them run parts based off a 3d sketch path or a swept model? doesnt have to be free or cheap but some sort of free trial would be nice. i'm working off-site for a couple months at a shop with both single- and double-head 3d wire benders, but they're criminally underutilized- i think they're hand-writing their programs, trial-and-erroring em until they run properly like it's the dark ages (for simple parts, but still). I don't know anything about cnc bender CAD-CAM solutions and neither does anyone in my shop, but we still somehow definitely know more than the guys who own the machines, and they'll gladly shell out for the software licenses if they knew what to buy or how to use it. e: sth for Inventor or another autodesk product would be ideal, iirc they already have the commercial licensing. i think Inventor can natively output frame assemblies in a format the CNC bender can read but I won't get to screw around with that for a few weeks so idk exactly Ambrose Burnside fucked around with this message at 05:37 on May 16, 2019 |
|
#
?
May 16, 2019 03:19
|
|
|
this is probably overkill https://www.aicon3d.com/products/tubeinspect/bendingstudio
|
|
#
?
May 16, 2019 04:42
|
|

|
Just out of curiosity what makes this kind of finish? The circles only go one way-no overlap like with normal face milling.  A fly cutter? I think I remember reading about some kind of huge circular grinding process? It�s a bit rough feeling, but wood glides right over it-I guess less surface area contacting the wood means less friction? Gonna wax it for rust resistance and and less friction as well. E: my bandsaw table has the same finish but is much smoother to the touch-I guess it is just worn in a bit? Both are made in Italy if that matters for any reason Kaiser Schnitzel fucked around with this message at 22:33 on May 16, 2019 |
|
#
?
May 16, 2019 22:30
|
|

|
not sure, but Blanchard grinding, maybe? Also fits with it having a somewhat rough surface + also being used on another large flat cast iron part 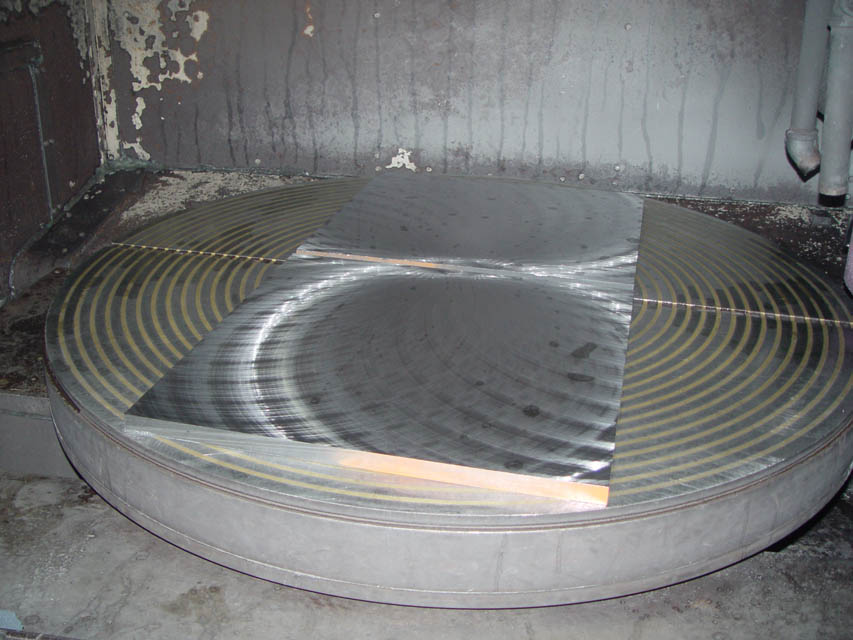
|
|
#
?
May 16, 2019 22:35
|
|
|
Kaiser Schnitzel posted:Just out of curiosity what makes this kind of finish? The circles only go one way-no overlap like with normal face milling. That there looks like a fly cutter to me. Been a while since I did any real machining, but that looks exactly like the surface finish I have on a few projects still sitting around from getting my rear end educated at BCIT.
|
|
#
?
May 16, 2019 22:50
|
|

|

|
| # ? May 9, 2024 22:38 |
|
|
Ambrose Burnside posted:not sure, but Blanchard grinding, maybe? Also fits with it having a somewhat rough surface + also being used on another large flat cast iron part
|
|
#
?
May 16, 2019 23:27
|
|