


|
Jaded Burnout posted:I'll give it a try cold first, through I don't have a metalworking vice, just a woodworking one, but I'm sure I can jury rig something. OK, so, didn't go great. Here's the piece I'm trying to replicate.  Tried the first bend literally by hand, no vice. Snapped a couple of degrees before where I needed it.  Alright so maybe my fault there. Let's try again in a vice and more gently. (the messed up top of the jaws was there from something else)  Welp.  So I've popped out and bought some more.  Unless you've any suggestions for doing a better job on this with largely woodworker tools, my next step is to try some gentle heat to assist the bend.
|
 #
?
Feb 25, 2020 13:18
#
?
Feb 25, 2020 13:18
|
|



|

|
| # ? May 25, 2024 00:57 |
|
|
Jaded Burnout posted:Unless you've any suggestions for doing a better job on this with largely woodworker tools, my next step is to try some gentle heat to assist the bend. Heat is definitely the best way if you can't pick another type of steel. Normally you don't bend mild steel more than 2x its thickness (1.5x is sometimes possible if you bend sheet/plate in the grain direction) in the room temperature state. This radius needs to be bigger for higher-grade steels. Given that it's for a battery holder, you don't need to worry about changing the material properties as a piece of shoelace would likely be strong enough. Never mind, I actually decided to look at your pics in detail and it's Q235 which is about 235 yield / 400-500 UTS, so a bog standard mild steel. Having said that, depending on your source it may be cheap chinesium poo poo and not exactly it say on the label. It's been a while since I've dealt with Chinese steel standards and I don't remember off the top of my head what they don't precisely control for during steel manufacture (this has caught me out when assuming it'd be similar to AS/NZS 250 grade steel, because it's all about the parameters that aren't listed). Lastly, bending it on something sharp will cause it to kink into the shape like the side profile of the bow of a boat. If you have some metal tube roughly the right radius laying around, use that to slowly work it around. It'll ensure you don't cause a kink in it which will crack. If you don't, I'd personally try holding it in a vice quite close to the end you're working, and slowly hammering the top over with some heat applied. Nam Taf fucked around with this message at 14:25 on Feb 25, 2020 |
|
#
?
Feb 25, 2020 14:15
|
|


|
Threaded rod is a pain in the rear end. Bending it without a mandrel or a guide results in a shear at a thread. Even heating it is hit or miss. My go to is a threaded J-hook with a coupler to a piece of threaded rod. 
|
|
#
?
Feb 25, 2020 14:50
|
|


|
Yooper posted:Threaded rod is a pain in the rear end. Bending it without a mandrel or a guide results in a shear at a thread. Even heating it is hit or miss. My go to is a threaded J-hook with a coupler to a piece of threaded rod. I did have a look around for an appropriately sized "j bolt" and didn't find one. I should have some metal tube somewhere that'll do the job for forming on.
|
|
#
?
Feb 25, 2020 15:02
|
|
|
Now you have to buy a forge and an anvil.
|
|
#
?
Feb 25, 2020 15:38
|
|

|
His Divine Shadow posted:Now you have to buy a forge and an anvil. I mean heck I would like to be able to make holdfasts or whatever, but engaging with metal in any significant way is an outlay I don't have the money or space for rn.
|
|
#
?
Feb 25, 2020 15:44
|
|
|
yeah, threaded rod loves to crack like that if bent too sharply, each turn of thread is individually aching to split instead of stretching all even-like. One suggestion: you dont care about the threads on the J-hook at all, right? if not, grind the threads away down to the minor diameter (so its a smooth rod) for a 6-inch length. That alone should accomodate the hook bend, is my guess. It eliminates all the likely fault points and evenly distributes the stretching forces along the outer bend surface where they're the worst. Alternately, use a mandrel to get a bigger bend radius, as mentioned. It's the sharp corner formed by the vise jaws that's consistently failing, because you're imposing an attempted 180 deg. bend on a very short section of rod, which stretches a smaller amount of metal to a greater degree, which increases the odds of a failure. Finally, you may want to make a simple wooden jig for bending, if you make them out of hardwood they can actually have a respectable service life, but for your purposes plywood ought to survive a couple forming cycles. I'd take a look at the techniques on this page, https://chestofbooks.com/crafts/metal/Aluminium/Bending-Forming-Shaping-Continued.html it's a crash-course in basic garage metal fab, with an emphasis on wooden forming tools. The relevant highlights:  (note the lower jaw has the needed radius worked into it; this is the easiest way to do what you need, imo)    (ignore the bottom one, the highlight is how to make a round jig with a starting notch that you later cut off, and beneath that how to use tubing to prevent undesired distortion in non-clamped parts of the rod) if you wanna bend it w a mandrel (i.e. using a salvaged steel round bar to form the inner radius), here`s the critical tooling parts required:  (ignore the test rig stuff) Bigger circle is the forming mandrel, smaller one is the bending tool that forces the bar around the mandrel (this is not required if you use the rod itself as a handle), and the clamp is a clamp. Note that the clamp itself can be as simple as an upright bar or protrusion, it just has to act as a stop to prevent the rod from rotating while you apply bending force. In other words, you can make a bending jig for this with a block of wood with two properly-spaced holes drilled in it sized to snugly accept two steel round bars (this could be as simple as a hex bolt with a smooth shank section of the desired dismeter and the threads cut off or ignored). One bar gets bent around, the other stops the stationary end of the rod. you don`t even need an actual clamp here, it`s a self-clamping setup Ambrose Burnside fucked around with this message at 16:14 on Feb 25, 2020 |
|
#
?
Feb 25, 2020 15:59
|
|

|
Interesting, thanks, I'll give one or more of those ideas a go.
|
|
#
?
Feb 25, 2020 16:10
|
|
|
One of the sneakiest blacksmith secrets is that you can do a shocking lot with wooden tooling. In fact, the use of wood wherever possible for jigs, forming tools and the like was the norm until the 20th century, and the twilight of blacksmithing as an actual trade in the industrialized world. Metal was generally too valuable to use for much more than the anvil, hammers, tongs and cutting tools, you don't really see it being used frivolously for much until iirc malleable cast iron that has not-dogshit tensile strength was developed in the 1800s, and then a bit later the bessemer process made cheap steel for everyone forever
Ambrose Burnside fucked around with this message at 16:23 on Feb 25, 2020 |
|
#
?
Feb 25, 2020 16:19
|
|
|
This is cheating, but: you could also just drill a hole in a little piece of metal (like a rectangle, say), then bend it a bit (much easier with a flat plate of metal), then use a couple nuts to attach it to your straight threaded rod. it doesn't have to exactly duplicate the old part, it just has to successfully hold down the battery.
|
|
#
?
Feb 25, 2020 21:24
|
|

|
I didn't even consider how the threading would screw with you like that, though it makes sense seeing the part and how the rod tore, that is a pretty tight turn. It's a good example of how the simplest projects always throw something that'll completely gently caress you over. No matter how you do it, Ambrose's advice on doing the rounding over a larger radius instead of a sharp point is spot on, that and removing threading will definitely reduce the likelyhood it'll crimp. Other than the galvanization making it a bit tricky I personally am still in favor of adding a little heat to it, if you do just make sure you heat the whole turn to keep both the curve and the stresses along the turn even. The heat will help it bend rather than shear in half. But I say that from a blacksmithing perspective and just what I'm used to, I'm not a machinist. Once you do figure out the right way though I guarantee it'll be dead simple and we'll all be pissed off it took so many iterations to get the method right. The complicated stuff usually works out the first time and the easiest jobs always have a catch. threelemmings fucked around with this message at 00:58 on Feb 26, 2020 |
|
#
?
Feb 26, 2020 00:50
|
|
|
heating it will solve this, but you lose a large portion of the galvanization, which is worth keeping intact if this is going into outdoor/utility service and isn't being rustproofed in any other way after this. otoh if it's gonna be used in a climate-controlled place and you can keep corrosion at bay w a wipe of 3-in-one oil every so often, yeah, you actually don't have to value the galvanization that highly. proceed accordingly (on that note, you can combine ideas- you can use wooden tools with hot steel, the tools just, you know, catch on fire and char as you work. not a problem for a handful of parts, and you can even improve/finish some types of wooden tools with hot steel. for example, i personally have a dishing stump out in the shop that i formed by sinking some red-hot 1/8" steel sheet into the stump, deliberately forming an organically-curved and very hard-wearing carbonized sinking tool for doming sheet metal in. )
|
|
#
?
Feb 26, 2020 02:10
|
|
|
Here's a cool historical welding / heat-production method i ran into today: atomic hydrogen welding. 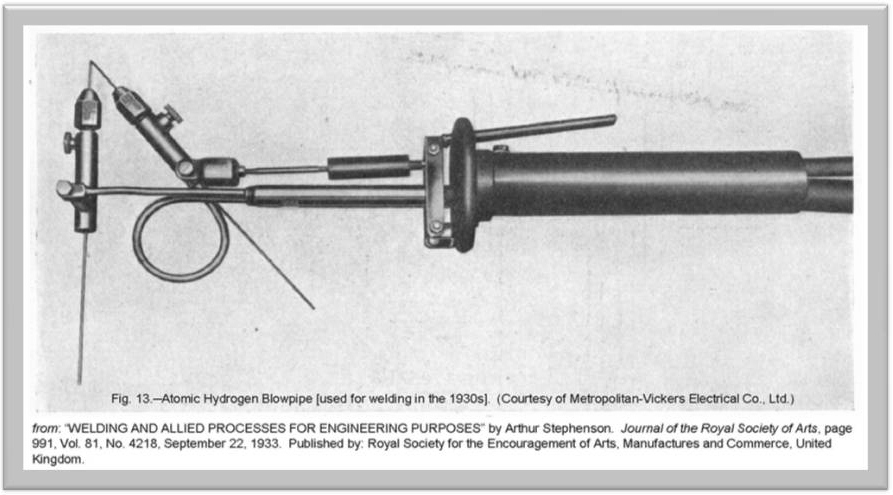   a better view of the business end, showing the hydrogen distribution nozzles on a large torch:  Is it an electric welding process? Is it a gas welding process? you bet! an arc is struck between two tungsten electrodes- yes, two electrodes, the workpiece never forms part of a circuit in the way conventional welding makes use of. the arc is only there to enable the second critical aspect of this process- the hydrogen. Welding isn't initiated by the arc (the arc is maintained continuously), it's initiated by hydrogen gas being introduced to the arc. the extremely hot plasma breaks down the hydrogen- in its naturally-stable diatomic H2 form- into individual hydrogen atoms, almost non-existent in nature under cooler ambient conditions, which... somehow, I don't get this bit- transfer enormous heat energy to the workpiece when they strike it radiating from the torch arc, converting back into low-energy dihydrogen molecules in the process. The hydrogen gas isn't burning, as in every other 'torch' process, an entirely different and significantly more energetic reaction is happening. The hydrogen also acts as a shielding gas for the weld. In any case, this is a hot process. Hotter than acetylene-oxygen flame, the conventional king of heat, actually the third-hottest flame that's possible in nature. Acetylene tops out around 3300C- atomic hydrogen can raise a workpiece to 3400 to 4000 C, hot enough to melt tungsten, a metal conventionally considered only meltable with arc heat. It's an older process, discovered in the first half of the 20th century and then largely abandoned in favour of conventional arc processes. I've never run into a mention of it IRL so I can only assume it's commercially-obsolete, or else is relegated to weird little niches you don't know about unless you're in a given industry. Apparently it disappeared from general industrial use because of the expected hydrogen embrittlement issues, but it can melt weird poo poo like ceramics so that's not a total dealbreaker for all applications. Maybe you need some ceramics welded or something. Here's an informative industry post i found on the AWS forum: quote:"I have an old welding handbook from the 1930s, full of info about how to run and setup AHW and what its good for. Ambrose Burnside fucked around with this message at 05:02 on Feb 26, 2020 |
|
#
?
Feb 26, 2020 04:42
|
|
|
That atomic hydrogen welding is loving badass, never heard of that before. That would be useful for all kinds of things. Regarding the battery tie down j bolt:. Don't even bother bending it. Put a nut on the end about an inch back from the end of the rod, place in car, and secure with another nut on the other side of the sheet metal eye. Put the battery in, then use another nut to secure the battery on top. Fishing j bolts when they come loose sucks rear end and I did it so many times on my wife's fuckin corrola. Bypass the lovely cheap design altogether. Alternative is to get unthreaded rod and bend it cold, then borrow a tap and die set and thread it yourself, it's easy.
|
|
#
?
Feb 26, 2020 05:17
|
|


|
Slung Blade posted:That atomic hydrogen welding is loving badass, never heard of that before. That would be useful for all kinds of things. I can see the process scaled down being a potential good replacement for small oxy-fuel and oxyhydrogen torches used by jewellers and the like, anywhere with relatively small/thin and nonferrous workpieces. compared to any conventional oxyfuel flame you get more focused heat, higher temps and less oxidation. You need a decent power hookup for the arc but never have to deal with oxygen cylinders ever again; much like with 'water torches', if you use electrolysis for the hydrogen gas, you can be entirely self-sufficient with just electricity. Not gonna replace plasma/micro tig welding any time soon for pro jewellers, but there's always a niche for torches that bypass the need for compressed gases, how else are all those mall jewellery stores gonna do repairs
|
|
#
?
Feb 26, 2020 05:27
|
|
|
A large "Defense Contractor" called us up about 10 years ago and was trying to commercialize this weirdo laser welding method that was really close to that hydrogen welding setup. It used two lasers instead of electrodes and sprayed in a powdered metal mixture. I do recall the hydrogen bit, and supposedly the lasers kept it more focused so you needed less hydrogen and the embrittlement was less? You could lay down all sorts of cool stuff. We asked how much, and they replied "How much are you willing to pay?". So we got into this circular argument that it doesn't work that way in the non-defense world and they just couldn't understand that. Eventually a used to be Army Major yelled at me on the phone because we wouldn't give him our maximum price.
|
|
#
?
Feb 26, 2020 13:38
|
|
|
I feel like some ultra nerd must have thought about trying to replicate that process at home.
|
|
#
?
Feb 26, 2020 14:15
|
|



|
See it in action! 1943, GE cartoons and all. https://www.youtube.com/watch?v=uZwYMyHlWXk
|
|
#
?
Feb 26, 2020 14:33
|
|
|
Alright so I had a bit of time available and 5 rods to get it done with. Roughly ground off the thread from one half.  Some delicate progressive bending and compressing in the vice.  Wound up with a pretty decent j-bolt, though I think this is actually more bend than I need? But I don't have the tools to grip it correctly to bend it back.  No matter, I did a quick test fit and then trimmed to a likely fit.  I'll trim it further when I do the final fit, once the M6 nuts have arrived. Hopefully before I need to go for a drive at the weekend. Ambrose Burnside posted:heating it will solve this, but you lose a large portion of the galvanization, which is worth keeping intact if this is going into outdoor/utility service and isn't being rustproofed in any other way after this. otoh if it's gonna be used in a climate-controlled place and you can keep corrosion at bay w a wipe of 3-in-one oil every so often, yeah, you actually don't have to value the galvanization that highly. proceed accordingly Given it's going in an engine bay, the protection is welcome, but tbh grinding off the threads probably took a lot of the coating off with it. It'll just have to do! Thanks for the help, everyone.
|
|
#
?
Feb 26, 2020 21:57
|
|
|
As always if you want to know the right way to do something, ask two different blacksmiths and you'll get three different answers. Glad you were able to work it out!
|
|
#
?
Feb 26, 2020 22:17
|
|
|
Jaded Burnout posted:Alright so I had a bit of time available and 5 rods to get it done with. You can always just hit it with some rustoleum or something, that'll help a bit at least.
|
|
#
?
Feb 26, 2020 22:22
|
|

|
If you were in the Portland or area I would let you use my forge/anvil ") Bending metal is about the only thing I've used it for.
|
|
#
?
Mar 1, 2020 04:47
|
|


|
Yooper posted:See it in action! 1943, GE cartoons and all. This was super interesting. The low amperage requirements is intriguing as hell. So I guess embrittlement and the fuss of lining up the tungsten's made it not worth it? That whole series of videos is really cool, also.
|
|
#
?
Mar 3, 2020 19:50
|
|
|
Slung Blade posted:This was super interesting. The low amperage requirements is intriguing as hell. So I guess embrittlement and the fuss of lining up the tungsten's made it not worth it? My guess is the embrittlement was probably the biggest issue. Then once TIG/MIG became dominant there was probably little reason to go back. Kaiser was just getting an inkling of the hydrogen embrittlement issues on the Liberty Ships but they really popped up once the high strength steels started seeing use by the end of the war. I heard tales of supply room clerks hearing P-51 parts popping on the shelf, then once they opened the box a shaft or gear would be snapped in half.
|
|
#
?
Mar 3, 2020 20:15
|
|
|
Yeah, embrittlement made it unacceptable for critical steel welding, which was a death-knell once good pure-electric processes were adopted by industry. It's not as bad as if you did conventional oxyhydrogen welding, but couldnt' be eliminated. Apparently it still gets used on steel for hardfacing-type jobs despite the embrittlement, the 'flame' is so focused and hot that it's the absolute best spot-heating process you can use for stuff like that where you need a heat-affected zone that's as small as possible, so hydrogen issues are only present in the outermost layer of the material if you're not doing deep welds. And it's not an issue for non-structural nonferrous welds, but other processes can handle those. Shame you can't really experiment with this nowadays despite being technically within reach, unless you can dig up an ancient atomic torch + design your own power supply for the thing. If you think of it as a TIG/oxyfuel-equivalent process that doesn't require bottled oxygen in exchange for not being suited for structural steel welds it's still manifestly useful for a lot of odd/less commercially-common tasks Ambrose Burnside fucked around with this message at 21:23 on Mar 3, 2020 |
|
#
?
Mar 3, 2020 21:15
|
|
|
I may or may not have done something dumb: I just bought a tarnished silver belt buckle off eBay. A very quick search brought me to an article that informed me that it would be as easy to remove as using vinegar and a toothbrush.  (Seller photo) Can I easily remove this stuff, or should I bring it to a professional?
|
|
#
?
Mar 6, 2020 01:36
|
|

|
It it silver plated, or silver? That's not what silver tarnish looks like.
|
|
#
?
Mar 6, 2020 16:18
|
|
|
yyyyyeah i was gonna ask if you're under the impression that this belt is actual silver, b/c it does not look like it. that isn't silver tarnish. what it DOES look very similar to is a plated steel object whose plating has what are known as 'pinhole defects' created by hydrogen bubbles in the plating bath that block the plating from being deposited. You can't tell until some time has passed and the exposed base layer starts corroding through the pinholes.
|
|
#
?
Mar 6, 2020 17:23
|
|
|
Very concerning. The maker�s mark says .925, it�s �Maco� if that means anything
|
|
#
?
Mar 6, 2020 18:50
|
|
|
That's the sterling hallmark, but anybody can buy a .925 hallmark for like $15, so it isn't proof of anything by itself. Another possibility- that isn't steel rust you're seeing but red plague, a characteristic type of galvanic corrosion on silver-plated copper or high-copper alloys, in which the base layer is rapidly corroded once the plating is breached (like by a pinhole plating defect) while the silver is unaffected. Still means your buckle isn't silver, unfort. I mean, it's ALSO possible it's solid silver and that's just environmental crap or tarnish transferred from another object, give it a good cleaning with soap and water and a non-abrasive brush/cloth and it might clean up. But it looks very distinctly like a plated object.
|
|
#
?
Mar 6, 2020 19:01
|
|
|
The real question is whether it was priced as a solid silver object or a damaged plated object. And how it was represented during the sale.
|
|
#
?
Mar 6, 2020 19:24
|
|

|
Motronic posted:The real question is whether it was priced as a solid silver object or a damaged plated object. And how it was represented during the sale. The title read "925 Sterling Silver Vintage Maco Striped Classic Slide Belt Buckle" Here is the description:  The seller has 35k+ off 100% feedback, however looking at their history I see 1 negative in the past 6 months where the buyer says their gold ring was actually silver. I don't know how you can have a negative review and still have 100% feedback
|
|
#
?
Mar 6, 2020 21:02
|
|
|
The real telling picture is the last one in the auction: Also, you paid $80 for something that would only be worth about $11 by weight if it was solid. Chalk it up to lessons learned.
|
|
#
?
Mar 6, 2020 21:19
|
|
|
Uh oh, I just rechecked the image and there is no .925 stamp, just �Sterling�Motronic posted:The real telling picture is the last one in the auction: I think I'm going to contact the Seller. The listing clearly states that it's .925, I'll see if I can get my money back Professor Shark fucked around with this message at 21:22 on Mar 6, 2020 |
|
#
?
Mar 6, 2020 21:19
|
|
|
A sterling stamp should mean the same thing as a .925 stamp. Depending on where and when it was made it could easily have either mark. That definitely looks like corroded metal underneath plating, and not tarnished sterling silver though.
|
|
#
?
Mar 6, 2020 21:37
|
|
|
Yeah I just messaged the seller and told him my concerns. I asked him for an explanation for the spots, since he would have handled it in person, and for a refund if it is not genuine .925 silver
|
|
#
?
Mar 6, 2020 21:41
|
|
|
Seller's response:quote:We can assure you that it is most certainly 925 sterling silver. All our items are going through x-ray machine. You will have to visit a local jeweler and ask him to polish it for you. So all spots will be removed. You use an X-Ray machine to check for silver? 
|
|
#
?
Mar 6, 2020 23:32
|
|
|
X-ray diffraction is great for seeing elemental composition in a non destructive way.
|
|
#
?
Mar 6, 2020 23:56
|
|

|
Have you tested it with a magnet?
|
|
#
?
Mar 7, 2020 01:05
|
|
|
|
| # ? May 25, 2024 00:57 |
|
|
how hard is it to TIG? I have access to one, and no one to teach me. Is it something that is learnable through video, or do you really want to find someone to teach you? I'm mostly interested in learning how to just do build ups when I gently caress up. Ask me why I want to learn lol
|
|
#
?
Mar 7, 2020 02:23
|
|




