


|
I have a miller helmet and I really wish I got a 3M speedglas.
|
 #
?
Nov 10, 2018 06:30
#
?
Nov 10, 2018 06:30
|
|

|

|
| # ? May 27, 2024 09:37 |
|
|
at home i've got a HF (well Princess Auto) special auto-darkening helmet, complete with hideous garish Welding Babe art, that I snagged for like $15 brand new on clearance; at work I use a Miller that retails for like 20x the price. The Miller is a far better helmet by essentially every metric except for the Smokin Hottie Masculine Signifier factor, but they both do what they have to from a safety perspective and are acceptable for their specific uses. (i.e. i haven`t sanded the cheesecake down to bare plastic because nobody actually sees that helmet)
|
|
#
?
Nov 11, 2018 00:48
|
|

|
I am looking into copying my late brother-in-law's flag he made out of anodized aluminum chain mail. I have a count of rings I need ish and I've been looking around online for supplies of 16 gauge 3/8ID colored, anodized, aluminum rings. Are there any recommended vendors? Most of the websites I've found look like they're 15 years old and none really have the quantities I'm looking for and the prices very wildly. Would it be easier for me to make my own rings and find a local place to add the color anodizing?
|
|
#
?
Nov 11, 2018 17:40
|
|

|
knowonecanknow posted:I am looking into copying my late brother-in-law's flag he made out of anodized aluminum chain mail. I have a count of rings I need ish and I've been looking around online for supplies of 16 gauge 3/8ID colored, anodized, aluminum rings. Are there any recommended vendors? Most of the websites I've found look like they're 15 years old and none really have the quantities I'm looking for and the prices very wildly. Would it be easier for me to make my own rings and find a local place to add the color anodizing? The Ring Lord is my usual go-to for chain mail supplies. As far as I can tell, it'd be a lot easier to buy the rings pre-colored, unless you already know of a place that'll do the anodizing and coloring at the scale you're working at. Admittedly, I don't know much about the process for aluminum. 
|
|
#
?
Nov 11, 2018 18:37
|
|
|
The person who owned this mill was a loving gorilla idiot rear end in a top hat. The X-axis is stuck, there is a tapered gib has gotten wedged and the adjustment screw was bent and the piece of metal that locked it sheared off. I'm having to take apart the table and make some kind of jig to force the gib out and then I will probably have to see if I can repair the gib. I am coming to see why this was cheap, the previous owner hosed something up and wasn't able to fix it. I am currently disassembling and then I will make a jig using threaded rod to force the table to move in the right direction while also putting force on the gib from the right side. I am also realizing I will need to acquire a method to lift this whole thing as well as parts of it soon, so I am going to build my own adjustable 2 ton gantry crane. His Divine Shadow fucked around with this message at 10:12 on Nov 12, 2018 |
|
#
?
Nov 12, 2018 10:08
|
|

|
His Divine Shadow posted:The person who owned this mill was a loving gorilla idiot rear end in a top hat. The X-axis is stuck, there is a tapered gib has gotten wedged and the adjustment screw was bent and the piece of metal that locked it sheared off. I'm having to take apart the table and make some kind of jig to force the gib out and then I will probably have to see if I can repair the gib. 
|
|
#
?
Nov 13, 2018 04:36
|
|

|
I had to drill out an abused taper pin last night and even that didn't work to get it off so I had to make another tool to pull it off: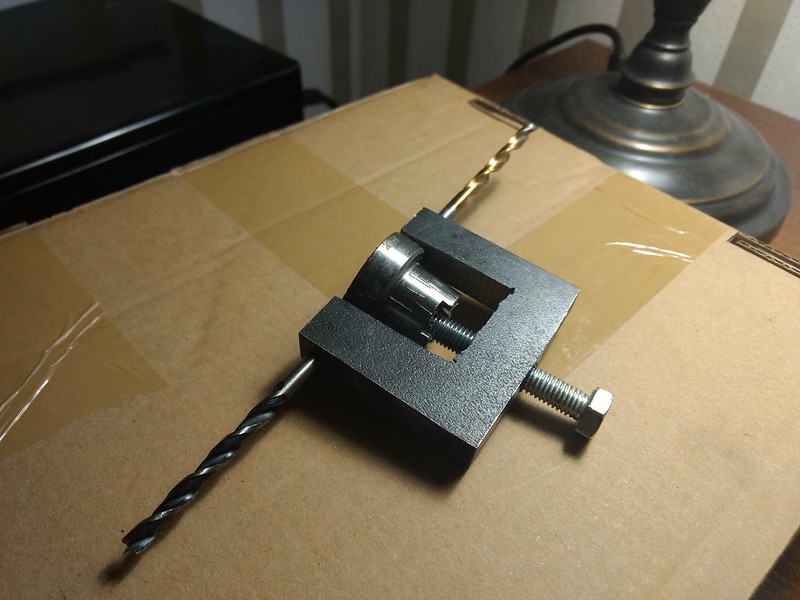 On the other side I was able to use a 4-jaw chuck to held hold the part as I pulled it off. 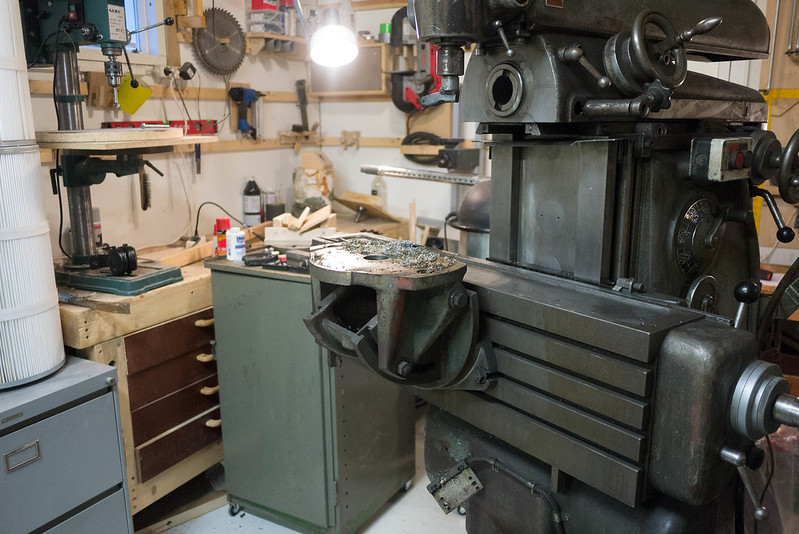    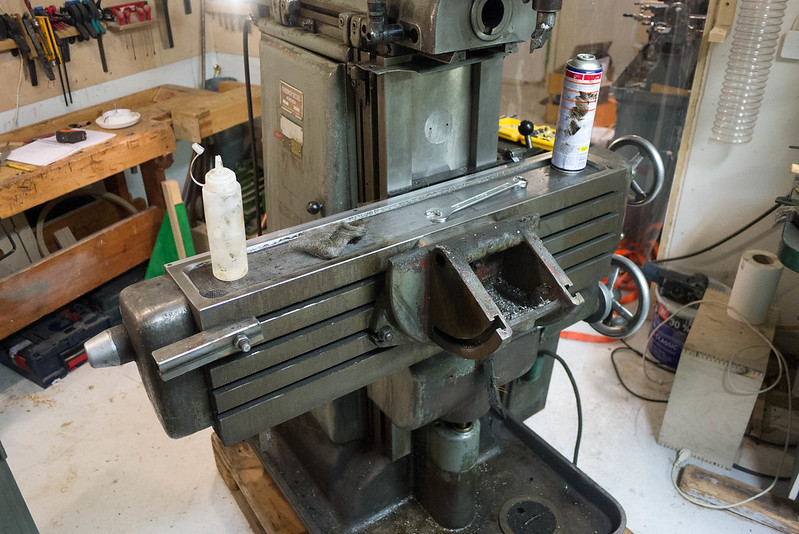   
|
|
#
?
Nov 13, 2018 05:45
|
|
|
They should have sent a poet
|
|
#
?
Nov 13, 2018 15:10
|
|

|
I suppose I will take that as a compliment. I haven't done anything today, went into the city and bought 10 liters of solvent and I went by the 2nd hand store and found this for 50 bucks. a new KITO hoist is like 300+ so I definitely bought this. An important component in my future gantry crane build. 1.6t is enough to lift the machine with a few hundred kg of margin. 
|
|
#
?
Nov 13, 2018 19:11
|
|
|
OK today I got the side covers off and I got the nut and screw out. 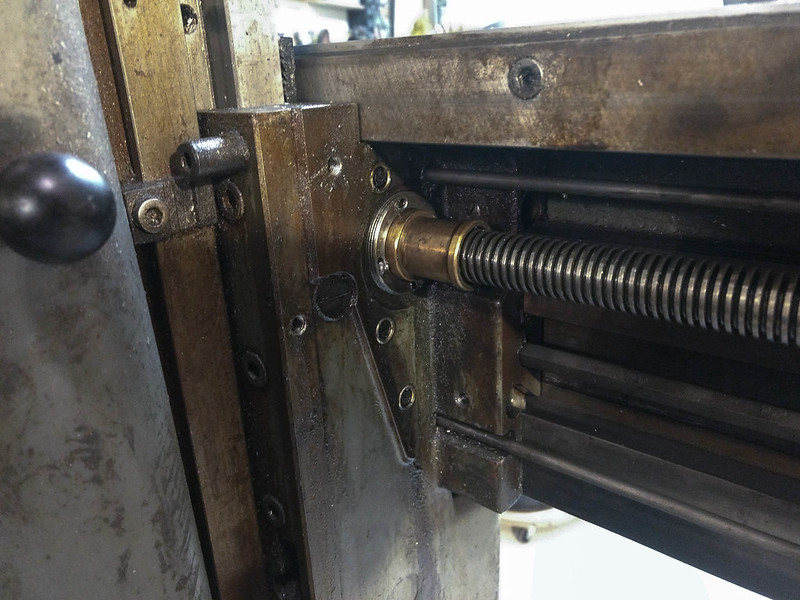 When I get the nut out though, which went pretty easy, I see the brass sleeve has gotten stuck in the nut, I am able to wiggle it but not get it loose:  Still it cleaned up fine, loaded with grease.... loving grease in oil channels, based on other teardowns this is going to require a lot of work to clean up.  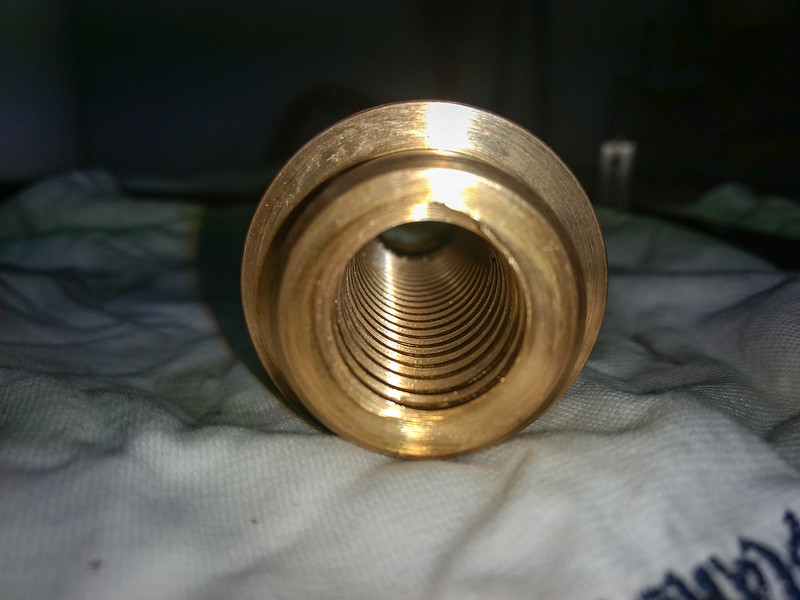 And here is the upper gib after a pretty easy clean up. To my untrained eye it does not look very worn, there is scraping remaining from edge to edge, fainter at the edges but not gone as I have seen on others. The reflections in the photos make the scrape marks look more worn than in reality:     And the other side of the gib. which is not the side that wears:  It will be interesting once the other gib comes loose to see what it looks like.
|
|
#
?
Nov 15, 2018 05:47
|
|
|
^^That is pretty bitchin, but I have nothing worthwhile to add or ask so heres a thing I found out about recently and mind was blown. Optical punches. You look through them and can see your scribe marks and make your punch to start your drill in the perfect place. loving sweet. Found out about it from colinfruze (Youtube hypomanic personality warning) https://www.youtube.com/watch?v=ku9W-pqDLdw
|
|
#
?
Nov 16, 2018 00:28
|
|

|
Yeah, lee valley's offered a very handsome-looking set for ages, but it's $$$ for "marginally more accurate center punch marks" so i've never considered it. Bet it's a treat to use, though 
|
|
#
?
Nov 16, 2018 01:19
|
|
|
I've got one at work, heavy with a felt base. You put the optical sight in, line it up, swap the optical for the punch and tap it. Only good on flat parts but I've never missed with it.
|
|
#
?
Nov 16, 2018 07:26
|
|


|
Hmm, looks like a good project to try out when we get the new old lathe installed at the makerspace. https://www.youtube.com/watch?v=RZjMoGSVlY0
|
|
#
?
Nov 17, 2018 00:58
|
|

|
What is the threads opinion on those cheap inverter welders, i saw a couple of youtube reviews that made them look OK, but then youtube reviews probably aren't a good indicator. I just thought I'd like to try a couple of projects over the next year that involve some welding, like car bodywork repair, maybe a kitcar chassis build and probably a simple metal furniture thing. Do I want a mig and tig welder type thing for that, and would one of those chinese thingies do it?
|
|
#
?
Nov 17, 2018 22:18
|
|
|
I dunno which of "those cheap inverter welders" you're referring to. I have an Everlast PowerTIG 185, which is definitely cheap compared to a Miller or Lincoln (less than half the price), and the old farts mocked me at first for having a green welder instead of a red or blue one, but it works perfectly for my hobbyist work. It'll do a quarter inch of steel or a pair of aluminum cans no problem and has been perfectly reliable. I don't know if the $800 or so for one of those is what you mean by cheap, though, or if you're looking at something else.
|
|
#
?
Nov 18, 2018 00:23
|
|


|
Crankit posted:What is the threads opinion on those cheap inverter welders, i saw a couple of youtube reviews that made them look OK, but then youtube reviews probably aren't a good indicator. I just thought I'd like to try a couple of projects over the next year that involve some welding, like car bodywork repair, maybe a kitcar chassis build and probably a simple metal furniture thing. AvE reviewed this Harbor Freight welder and was pleasantly surprised at the quality: https://www.youtube.com/watch?v=Gh51jPKeR9A https://www.harborfreight.com/migmax-215-industrial-welder-with-120240-volt-input-63617.html Wait til the inevitable Black Friday 20% off deal Super Waffle fucked around with this message at 04:23 on Nov 18, 2018 |
|
#
?
Nov 18, 2018 04:21
|
|
|
Speaking of AvE, since I flogged Uri there, he hit 50K subs on utube: https://www.youtube.com/watch?v=HJ3KXepnOGc This guy is great. I'd love to see him co'lab with ToT, Abom, Clickspring, or Alex French Guy Cooking.
|
|
#
?
Nov 18, 2018 05:56
|
|


|
Problems with any review is, it doesn't last 10 years. And a 10 year life span on a welder would be unacceptable anyway. Not say I wouldn't buy a cheaper welder, maybe. Parweld seems to have a good reputation over here, but they aren't super cheap either. I've seen, just recently, several people on local forums buying the cheapest crappy chinese welders from the local crap-retailers and producing poo poo results and the welders actually having poo poo performance and fudged figures, reall yjust loads of problems and limitations because they couldn't part with a few hundred more. But they talk about them with glowing pride, but the actual words are more of a damning indictment than praise to me. It's really weird fenomenon. Used quality is my goto solution when money is tight. His Divine Shadow fucked around with this message at 09:18 on Nov 18, 2018 |
|
#
?
Nov 18, 2018 09:10
|
|
|
His Divine Shadow posted:I've seen, just recently, several people on local forums buying the cheapest crappy chinese welders from the local crap-retailers and producing poo poo results and the welders actually having poo poo performance and fudged figures, reall yjust loads of problems and limitations because they couldn't part with a few hundred more. I've seen this a lot too. It's always newbies who don't know any better, and the most frequent problem I see is that the duty cycle on the cheap ones is unusable, so any type of normal welding ends up spattery and lovely because the machine is being over run almost immediately into any weld. Wait for it to get dead cold again and you're good for another inch of weld per 30 minutes. I have a little 120v Lincoln flux core that is like this (not nearly that bad) and I love it, but it's a "taking it outside/to a friend's house to fix a bracket" or "blow some weld into a nut on a stuck/stripped bolt" kinda welder, not at all a primary box to have in your shop. Motronic fucked around with this message at 15:51 on Nov 18, 2018 |
|
#
?
Nov 18, 2018 15:49
|
|

|
Motronic posted:I've seen this a lot too. It's always newbies who don't know any better, and the most frequent problem I see is that the duty cycle on the cheap ones is unusable, so any type of normal welding ends up spattery and lovely because the machine is being over run almost immediately into any weld. Wait for it to get dead cold again and you're good for another inch of weld per 30 minutes. Yeah, this is a good point. Most of the ultra cheap welders I've seen don't even specify a duty cycle, presumably because their target market doesn't even know that that's something to look for. Welp. FWIW that PowerTIG that I have and recommend as the ideal hobbyist machine ($800, does DC/AC TIG and stick, so you're set for anything from welding thin aluminum sheet to fixing your tractor's plow, can run on 110v in a pinch) does 35% at its 185A max output and 100% at 110A or less, which is plenty for 99% of hobbyists.
|
|
#
?
Nov 19, 2018 00:05
|
|
|
Sagebrush posted:FWIW that PowerTIG that I have and recommend as the ideal hobbyist machine ($800, does DC/AC TIG and stick, so you're set for anything from welding thin aluminum sheet to fixing your tractor's plow, can run on 110v in a pinch) does 35% at its 185A max output and 100% at 110A or less, which is plenty for 99% of hobbyists. Yeah, that seems like a good deal, and I'm a bit jealous even though I love my 500 lb boat anchor 1980's Miller DialArc. Which I don't even have the circuit capacity in the shop to outrun the duty cycle on........
|
|
#
?
Nov 19, 2018 02:28
|
|
|
Just a small side project for a customer at work. The nut on their vise has breathed it's last due to never being greased (seriously, no evidence of grease even from the factory) and abuse. I was there working on their HVAC and they asked if I'd be willing to fix the vise. Cast iron threads didn't hold up well.  New 1"-5 ACME nut made on my south bend lathe. Stock was an old piece of gearbox shafting, it should be plenty strong for this application.  Cutting the old threaded section off was easy. Getting it filed down to the right height to center the nut, then getting the nut square in all directions was a PITA.  Some air-acetylene preheat before switching to oxy-acetylene for the brazing  Finished product. I hope it lasts longer than the original. I filed some grooves in between the new nut and the casting in the hopes that it would help the braze flow in there and make a stronger joint. Who knows if it worked.   If I were to do it again, I would have "tinned" the casting and the nut with braze prior to joining them, but you know what they say about hindsight....
|
|
#
?
Nov 19, 2018 03:25
|
|

|
Old timey smithing from sweden, making an axe in 1923: http://www.filmarkivet.se/movies/yxtillverkning-vid-wira-bruk/
|
|
#
?
Nov 20, 2018 11:51
|
|
|
Oh god.. finally! I was afraid this Deckel was going to turn into a nightmare. Been stuck for a week almost on getting the tapered gib that has locked the table. I had set up a jig using an M16 thread that I probably put tons of force on the table and gib, the idea is to move both the table and the gib at once towards the big side of the gib, this will unlock it once it starts to move just a little. At first I thought I should move the gib towards the big side and the table the other way but this is rear end backwards and would wedge it tighter. And I wasn't the only one thinking this, several people giving advice thought as I did, but the people I recognized as being more experienced said otherwise so I trusted them and after thinking of it and seeing a drawing, I agreed with that conclusion. So here is the jig, two 6mm plates stacked and welded together since that's what I got, one M16 threaded rod that goes where the lead screw and nut were. The metal plate is screwed onto the bolts that otherwise hold the cast iron sides onto the table. This setup will pull the table and gib towards the right as seen in the photo. I also added a few clamps because I was worried about the massive forces it put on the 4 M10 screws, mainly cantilever forces in this case, but still. 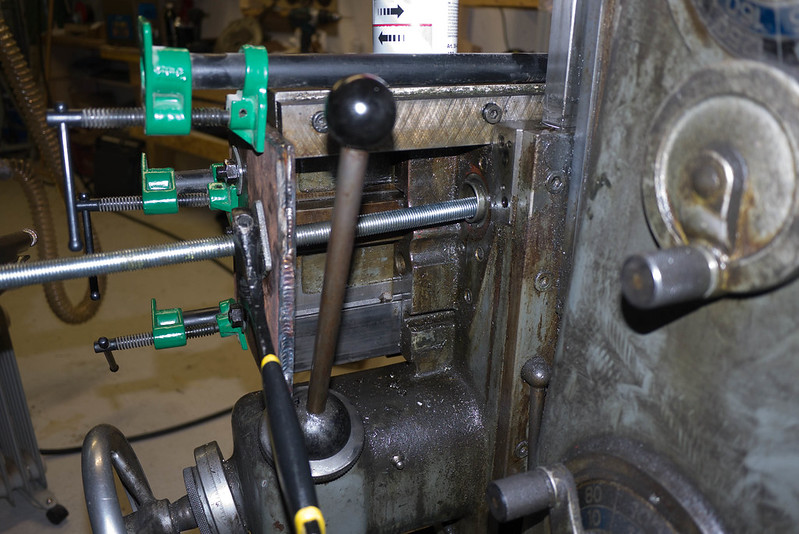 The other side of the jig that is set up against the mill body, so the table and gib will be pushed in this direction:  Close up of how I had pressure put on the gib, I used an old file I had sanded so it no longer cut. I had a piece of mild steel first but it bent under the pressure... I also hit the other side of the plate here with a 4-5kg mallet that I had tig brazed a softer face on.  But yeah I had this setup since last weekend and I have really put my back into it, so much force sometimes I was afraid something would give. I was starting to think this machine was so badly stuck it wasn't fixable. I have hammered on it and hosed it with penetrating oils every day since, I have kept the pressure on it most of the time and I also put a 3kW space heater to blow on the table at max temperature to get some hot-cold cycling going. Last night I got into the shop after coming home from work and I sure didn't expect anything when I hammered on it this time with the mallet but I heard a noise I hadn't heard before? I couldn't see anything but some nuts felt looser so I tightened them and hammered again and this time I could see that it finally moved. I couldn't believe it... Finally! After that it was easy to get it the rest of the way out. As you can see there's clear evidence of galling. I am sure the table side looks the same. This is what happens when you put grease where oil needs to be. I guess the people who used it couldn't get it fixed and sold it. And the machine dealer sure didn't say jack poo poo about this. I think I could have offered him even a lower offer and get this thing if I had known, he probably couldn't get it sold because of this. Not sure I would have bought it either had I know this. Sure been a nightmare week for me.  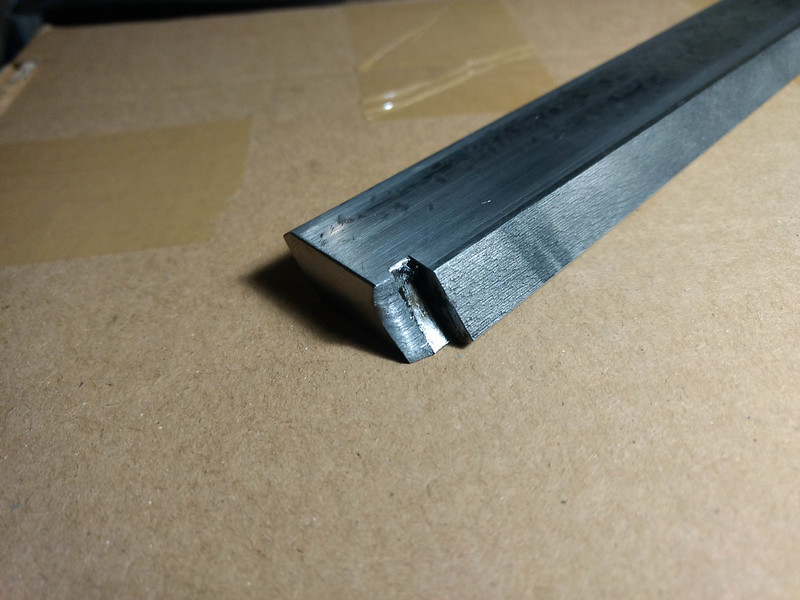     Now the next step is to get the table off and inspect the ways as well as repairing the gib. It has been suggested I might replace it though I am not that enthusiastic about doing that, since it would probably be hundreds of euros, I don't have any money to spare at this point. But I think I will ask them (singer werkzeugmaschinen) anyway since they are the experts on Deckel machines. The gib looks to me to be steel, based on the appearance of the break and how it has deformed around the brake, a cast iron break would be much cleaner and wouldn't have been this elastic.
|
|
#
?
Nov 21, 2018 07:43
|
|
|
Some lighter cosmetic work after all the heavy and serious engineering. The hub that the X-axis handwheel is mounted on has been a victim of visegrips more than once it looks like. Terrible... So I chucked it in the lathe and turned off a few hundredths (mm) to get the scratches out. Next up is also machining out the scratches on the aluminium handwheel. I will probably grind some kind of custom HSS tool for that. 
|
|
#
?
Nov 22, 2018 07:37
|
|
|
You can probably get all those scratches out just fine with emery cloth and the lathe. (Cover the ways so you don't get grit in them).
|
|
#
?
Nov 22, 2018 08:28
|
|
|
Yeah... don't want the ways to get... gritty 
|
|
#
?
Nov 22, 2018 09:59
|
|
|
Does anyone have a recommendation for a benchtop drill press that is really sturdy? I have one currently, but when drilling metal the table will deflect a bit downwards if you put too much weight on the lever when drilling, which of course causes the hole to drift. Ideally in the $300 range, but that's flexible if it's worthwhile to go up a bit.
|
|
#
?
Nov 24, 2018 15:32
|
|

|
Sagebrush posted:Yeah, this is a good point. Most of the ultra cheap welders I've seen don't even specify a duty cycle, presumably because their target market doesn't even know that that's something to look for. Welp. I've been eyeing off one of these, does it have HF start?
|
|
#
?
Nov 24, 2018 16:10
|
|


|
Not much progress to report, family obligations have limited my time in the shop. Just got home and I stopped by a friend and got to borrow his scrapers, and two flat reference surfaces. The big one is in the wooden box and over a meter long. One of the scrapers he claims is ground for soft steel and the other for cast iron which is the usual double bevel negative rake. He is a good welder and I showed him the gib and he said he would definitely weld that if it was his call. Also got to borrow some copper backing plates as stops / heat sinks. I am not sure how useful the longer ruler will be, I don't plan to scrape any ways flat at this moment, and it is not a camel back type nor a dovetail so it cannot get into where it needs to go and retain stiffness. But I got to borrow it, just in case. Oh I need some blue marking ink. I would have liked canode based on what I read it's what most people prefer nowadays, water based and washes off with water, doesn't stain your hands and allows you to wipe off the work with your hands, but I cannot find it online. I also hear alot about canode drying up quickly. -Dykem Hi-spot I have found on ebay cheaply from the UK, considered good but turns you into a smurf, very hard to get off. -Then there is the Diamant stuff from germany, I know less about this but the company are the moglice people apparently so they should know their stuff. More expensive than the dykem. -Stuarts micrometer blue, oil based but washes off easily with methylated spirits. I am leaning towards this at the moment. Also got a missing part for the mill, an inching wheel from Franz Singer that goes on the back and which you use to rotate the spindle by hand, often needed when changing gears. All I really plan to do for now is to make sure the gib is flat and get rid of the high spots from the galling.
|
|
#
?
Nov 25, 2018 08:48
|
|
|
 We tried the Dykem and didn't like it.
|
|
#
?
Nov 25, 2018 13:39
|
|


|
I bought the stuarts stuff earlier today based on what I read on practical machinist forums. It was available from the UK and so much closer to me.
|
|
#
?
Nov 25, 2018 14:52
|
|
|
Yooper posted:We tried the Dykem and didn't like 'em.
|
|
#
?
Nov 25, 2018 16:04
|
|
 Bad Angus! Bad!
Bad Angus! Bad!
|
I have continued the clean up the machine on the operator side and I started by removing the electrical switch.   This bolt on solution doesn't much please me, also the wire was put on the outside, in the original the wires went on the inside. The original holes seem to be just fine though, and it seems they might take some modern screw in switch and I could redo the wiring properly. It's getting there... Still a lot of grime behind the controls, but progress is incremental.  I also removed the DRO and the scale and cleaned them up. The Y scale does not work either. It might be the lamp. I might be able to get the lamp from the other broken reader head swapped out.  Does anyone know if this unit is compatible with an LS 703 scale? These ones are LS 803. I have been offered one of these, 720mm total length, for cost of shipping. It is something that has been sitting in someones shop for 20 year, but worked when put away.
|
|
#
?
Nov 27, 2018 06:18
|
|
|
Did some gantry crane sketching, this is a pretty small one, only 1700mm wide but I don't think I need more. Not sure the uprights are gonna be strong enough, the black square uprights are 70x70x4mm, the bigger ones the black ones can slide in are 80x80x4mm, they fit together neatly which is why I chose these sizes. The diagonals are all 60x60mm square tubing. Most everything will be stick welded 7018. Total width is 1700mm so something like 1500mm capacity inside the uprights. No idea about the load calculations, as long as it can do 1600kg which is what my hoist is rated for.
|
|
#
?
Nov 30, 2018 21:47
|
|
|
instantaneous vs. sustained load is a big thing, there has to be big safety margins, I think you need to consult with a proper engineer.
|
|
#
?
Nov 30, 2018 23:45
|
|

|
His Divine Shadow posted:Did some gantry crane sketching, this is a pretty small one, only 1700mm wide but I don't think I need more. Not sure the uprights are gonna be strong enough, the black square uprights are 70x70x4mm, the bigger ones the black ones can slide in are 80x80x4mm, they fit together neatly which is why I chose these sizes. The diagonals are all 60x60mm square tubing. Most everything will be stick welded 7018. Total width is 1700mm so something like 1500mm capacity inside the uprights. No idea about the load calculations, as long as it can do 1600kg which is what my hoist is rated for. Leperflesh is correct. I'd check with an engineer. You're close enough to the safety factor that I'd want a professional guesstimate. 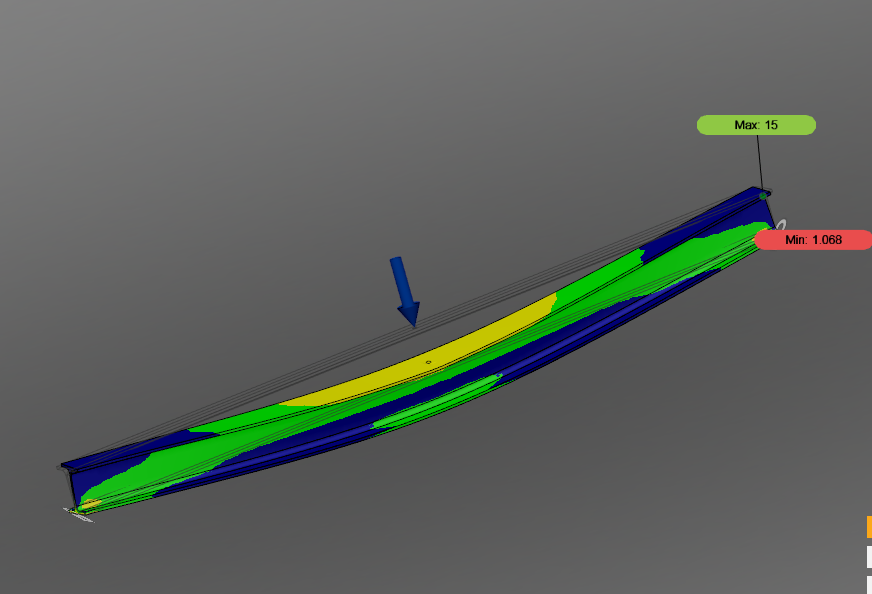
|
|
#
?
Dec 1, 2018 01:26
|
|
|
Yooper posted:Leperflesh is correct. I'd check with an engineer. You're close enough to the safety factor that I'd want a professional guesstimate. For an example of safety factor, climbing ropes are generally rated to take ~2000lbf/9kN. 10x or so the weight of your average fit person, maybe 3x the actual load if it arrests a fall. As long as you don't put a person or anything expensive under/on it, well, you roll the dice and take your chances. But if I were building a frame to lift 1600kg, I'd make it so it could hold at least 4800kg. IIRC 3x is the rule of thumb for cranes and car jack stands and such, at least on the scale you're talking about (but I may just be making that up). There are reference books (that I don't have handy at the moment, but I'm sure you can find websites with that info) that tell you the strength of various sizes of steel tubing. At least look at those. Or, as has been said, have an engineer look over it for you in exchange for a bottle of nice whisky or something. Edit: All your uprights are average 3"/76mm, which if you use proper thick-wall tube, should be good enough. Definitely don't put any body parts under it until you find an engineer to check it, though. I'd go with ~4"/100mm just to be safe. Another random thought: I assume you're bolting that to a heavy concrete slab floor? If not, put bars between the ends of the feet to keep it from falling over sideways. Chillbro Baggins fucked around with this message at 02:11 on Dec 1, 2018 |
|
#
?
Dec 1, 2018 01:57
|
|
|

|
| # ? May 27, 2024 09:37 |
|
|
Well to start with just looking at the beam. I threw a 6ft S6x17.25 in ANSYS and threw 1000kg distributed over 4in in the center and you end up with a FOS of 5.2 which is good. Bumping it up to 2000kg brought the strain to 2.6 FOS. Which should be fine on its own but there are rigitity and stability issues with the assembly as a whole that might call for more. I checked a W8x13 to see if that would save a third of the cost and you get a FOS of 2.9 @ 1000kg and 1.4 @ 2000kg. Too low. The bigger worry's I'd have with the design would be an off axis loading that would torque it. That design as is has little lateral strength. And you are putting different size square stock inside each other so the total height can be adjusted? How are you going to lock it in place? How are you going to anchor it to the floor?
|
|
#
?
Dec 1, 2018 03:10
|
|

