


|
Hey guys. I've been doing frontier-style blacksmithing for a couple of years now, though I admit that I haven't been as ambitious as I could be. I've done innumerable nails and s-hooks, and as for larger projects, I have one completed tomahawk, one ugly-rear end knife, several forks, a nail header, some cold-shut infested tongs, a firesteel, and probably a few oddities that weren't worthy of commission to memory. At the usual shop, we've got a small 1805 Mousehole, some kind of 1750 french colonial (even smaller), some huge-rear end double-chambered bellows, and a side-draft forge. I built a forge with a mentor and purchased my own 110lb 1841 William Foster wrought anvil (edges are rough, missing a foot, large chip forming, but almost no damage to the face itself), and a 2 lb cross pein. I've got some pictures of projects and equipment below, and I'd be happy to answer questions. Lately I've been reading up a bit on Damascus steel (actual ancient Damascus, not modern Damascus, which is just pattern welding and not really related except in initial appearance), and I'm trying to lock down a mental abstract for pre-1855 steel- and iron-making (in 1855 the Bessemer process came out and blew everything else out of the water). I can also track down a good reading list (IRL books) that a co-conspirator sent me when I was just getting started. The projects pictured were all done with 1820s-style hand tools, so forgive their rough appearance. I've also got a rad firepoker that took about three days, but there aren't pictures of it yet. A tomahawk I welded up. Started out as 1"x1/4" iron bar and a chunk of an old file for the edge. I fouled up the edge weld through poor preparation and there's some flaws, but the shaping turned out alright.   The bad knife. It is pretty straight, but I was using files and a sandstone wheel to finish it, so I was too lazy to put a good edge on it. Now it has a good edge, but it's a bit uglier, and I don't have pics.  Firesteel. Pretty straightforward.  The anvil. Squirrel-cage blower on workbench (haven't rigged up a switch and plug yet). 
Dongsmith fucked around with this message at 20:41 on Aug 19, 2008 |
 #
¿
Aug 19, 2008 20:39
#
¿
Aug 19, 2008 20:39
|
|



|

|
| # ¿ May 5, 2024 11:21 |
|
|
Slung Blade posted:I really like your knife, and the tomahawk is good as well. Did you make the knife handle yourself too? I made the handle too, just some scrap softwood carved down and attached with some modern brass rivets. We've got plenty of iron in the shop, but not a lot of brass rods laying around. The anvil is indeed well-used, but not by me. I attempted one chain link at a family gathering on it, and the anvil worked very nicely (myself, not so much). Since then, I moved into a crappy-but-interesting house in the city and I haven't had the energy to set up the home forge again. I'll be back in the suburbs soon, and only working weekends, so my plan is to make a broadsword. I'd also like to make some pattern-welded billets, since I'm out of practice in forge-welding.
|
|
#
¿
Aug 20, 2008 04:16
|
|

|
SmokeyXIII posted:Here is the pipe I've been working on for the last 2 days. It's 10" diameter and I'm not exactly sure what the application is but I have a feel its going to have water going through it. It was a hugely off day so it's not really my best weld, the QC guy even came up and did his visual inspection and said "this is my least favorite weld you've ever done" haha what a jerk, oh well.
|
|
#
¿
Aug 20, 2008 04:32
|
|



|
SmokeyXIII posted:Yeah its stick (7018), I use a zig zag pattern personally, but everyone has a different way of doing it. You can get about 3-4" with on 3/32" rod while doing your cap, depending on how much fill you have to do aswell. I've got another joint coming up in a couple days and ill try to get a good night sleep and not be hung over to produce a really sweet one, it might also be a good idea because I think I'm due for an xray.
|
|
#
¿
Aug 20, 2008 05:13
|
|
|
SmokeyXIII posted:It varies depending on the class of the line (diameter, thickness, material, product it transports). So one line might be 100% xray, but a typical line is 10% xray, with 2 qualifier xrays on your first two welds. 100% of my welds get Visually tested by 3 people, QC, QA and Client QA. They look for things like porosity, undercut, any inclusions or abnormalities in the weld. 5% of the joints get a brinell hardness test, which is just to check that you weren't running too cold, or too hot. Every line gets hydrotested as well. They fill it with water and pump it up to 1500psi (or so, depending on line class) and hold pressure for a couple hours. If no pressure leaks, or water leaks, we're good to go. I knew about the x-ray testing, but the brinell test is news to me. If you're running too hot, does the HAZ slow cooling of the bead and reduce hardening? I haven't done too much reading on metallurgy except where it applies to hammering on poo poo. quote:Also drug tests aren't random either, everyone has to take a preemployment drug test, and anyone involved in an incident gets a drug test. So even if you're the passenger in a car and the driver crashes, you have to go for a pee.
|
|
#
¿
Aug 20, 2008 05:58
|
|
|
Slung Blade posted:I hate to triple post (god dammit you guys post some project images, I don't care if they're not done < They look great, regardless.
|
|
#
¿
Aug 20, 2008 06:31
|
|
 > ) but I took the cage over and installed it.
> ) but I took the cage over and installed it.

|
Slung Blade posted:There are a couple of ways to make a hafting hole in a tool from what I've read. For Tomahawks and axes, though, it's typically going to be a weld. I took flattering pictures so you couldn't see the ugly seam, but I basically took a metal bar, folded into a |_| shape, then bent the two arms around, away from the center of the |_| shape, until they roughly met, forming an eye. (turned 90 degrees to the left, it will look kind of like this: O< ) Then I got it hot as a son of a bitch, and used a straight peen to weld the seam as close to the eye as possible ( O*< asterisk being where you want to hit it). Now, keep in mind that this is pretty hard to do, and you will mess up the first time (I burnt the hell out of a dime-sized part of the socket). Then you weld the seam, going from the eye out to the blade for a few heats, until there's just enough un-welded iron at the blade end to jam a wedge of high-carbon steel. Give it another heat, being very careful not to get to the sparking point, and tap that together too. Before welding any surfaces (with modern steel at least), you want to heat it up orange or yellow and brush all the scale off, then immediately shower the clean surfaces with flux to prevent oxidation and lower the melting point of the existing oxides. I like to close the weld most of the way in this step before throwing it in for the true weld heat, because it prevents oxygen from breaching the seam and putting a dick in your weld's mouth. I'm also told that it just takes a light tap (light in blacksmithing terms, the force would still probably break your finger for a weld that size) to fuse the metals, since they'll be halfway there from the heat already. After all that, you will still want to drift the hole out.
|
|
#
¿
Aug 22, 2008 00:39
|
|
|
SmokeyXIII posted:Thanks! You'll do great I'm sure, you have a passion for metal working so you will go far. If you need any advice with any of your manipulations, procedures, theory, how-to's of the trade just lemme know. Welders love talking about Welding. You don't hear pipefitters talking about the sweet secrets of pipefitting, or electricians talking about how to run wires the best, but you can get two welders together and they'll happily talk all day long about fit ups, heat, materials, manipulations, etc etc etc. (ed. for redundancy of language)
|
|
#
¿
Aug 22, 2008 02:03
|
|
|
SmokeyXIII posted:A chemical reactor. 21' Diameter vessel with 7" wall thickness. I forget what type it was but it was a stainless steel. You position them with cranes, and rollers. You put one piece onto rollers, then bring the next piece up to it with a crane. Now with such pieces being so big and awkward to work with, you have to have your rigging set up just so to make sure everything lines up. Then you put BIG rear end tacks all over it. 1 1/2" Fillet welds on 8 gussets straddling the joint. After that you sub arc it for 56 hours nonstop and presto! One joint complete.
|
|
#
¿
Aug 22, 2008 04:29
|
|
|
SmokeyXIII posted:Yep. It's about the most boring thing ever, which leads to not paying attention, which leads to HUGE mistakes due to the high heat input and deposition rates. So no one really wants to do the job. 100lb/hr is pretty nuts. Was that a continuous weld? edit: yes it was
|
|
#
¿
Aug 22, 2008 04:42
|
|
|
Slung Blade posted:I would love to have a power hammer, maybe not quite that big, but I'm sure I could use it...
|
|
#
¿
Aug 22, 2008 04:46
|
|
|
Slung Blade posted:I used a gigantic air hammer made, poo poo, probably 80 years ago, when I did my course at a local pro's place. It was awesome, pure awesome.
|
|
#
¿
Aug 22, 2008 05:03
|
|



|
jovial_cynic posted:I've been hunting around on craigslist for an anvil, since I'm interested in doing some more hammer work, but I've been balking at the $150 to $400 price tag I've seen on them. However, I happened to swing by a garage sale today, and the guy was selling his late father-in-law's old metal working tools. And I found this: Railroad anvils are a great start. Hooks and Nails are good tapering practice, and they're just about the right size stock for that much anvil mass.
|
|
#
¿
Aug 24, 2008 02:04
|
|

|
quote:Also, does anybody know what it typically costs to have a machine shop mill down the surface of a 19-inch section of railroad track? I'd like the surface to be smooth, but if it's going to cost me $100 to do it, I'd just as soon save up and buy a proper anvil.
|
|
#
¿
Aug 28, 2008 00:20
|
|
|
Slung Blade posted:One of the books I have describe a forge made out of a large coffee can with a hole in the side, and a 10 foot piece of drainage pipe for a chimney, the draft provided enough air to the fire to effectively work iron.
|
|
#
¿
Sep 3, 2008 04:10
|
|
|
jovial_cynic posted:FORGE!
|
|
#
¿
Sep 3, 2008 04:41
|
|

|
jovial_cynic posted:It's got that rack on it. Do the coals/charcoal go on top of the rack, or under it?
|
|
#
¿
Sep 3, 2008 05:18
|
|
|
dv6speed posted:I feel like a real weldor now... I got my first spatter burn today! It burned thru my jeans on the left side of my left knee, and then made me cuss loud enough that I bet the whole shop heard me... two guys came running to see if I was OK.
|
|
#
¿
Sep 17, 2008 01:22
|
|
|
dv6speed posted:The head teacher said that in every class he has had, someone manages to catch themselves on fire at least once. I'm waiting to see who it will be... hopefully not me. I'm betting it will be one of the people who wears a shirt that is too big for them and refuses to tuck it in.
|
|
#
¿
Sep 17, 2008 02:32
|
|
|
Finally got some pictures of the fire poker I made last year. It took me 3 days. The poker end is forge-welded loop that was cut and drawn out, and the leaf accent is something I'd made months before, it's riveted on by a tenon.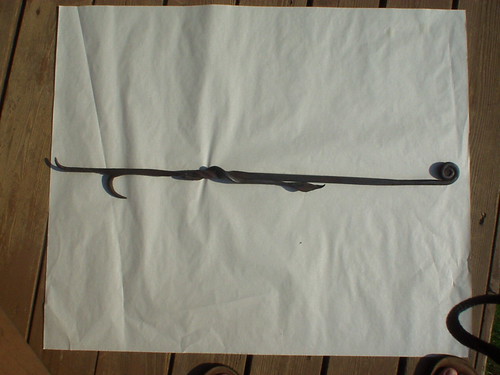 here is some detail of the poker - this is the easiest kind of forge weld to do, fyi 
|
|
#
¿
Sep 22, 2008 17:45
|
|
|
dv6speed posted:Neat stuff Slung Blade, jovial_cynic, and Dongsmith!
|
|
#
¿
Sep 22, 2008 22:09
|
|
|
Slung Blade posted:That's gorgeous man. How did you make the tenon? My (crappy) tenon former was posted earlier in the thread, I'd like to see yours (if you used one). Did you use a monkey tool to form the shoulder?
|
|
#
¿
Sep 23, 2008 06:34
|
|
|
dv6speed posted:Nice work ASSTASTIC! My biggest problem doing 4G welds is that those are the ones where I set myself on fire, but fumes are definitely unwelcome too.
|
|
#
¿
Oct 8, 2008 01:53
|
|

|
Slung Blade posted:Smokey, you lucky bastard. For someone living in an apartment, what's the best way to get some relatively unregulated shop space? I'm moving to Denver on Tuesday (holy poo poo, time flies), and I'm thinking of renting a garage, but that might incur the wrath of the owner's neighbors. Is it common for sculpture groups to rent communal space in a larger complex? Where would I find a group like that? I'll be putting some ads in craigslist and so forth, but a bit of direction would be much appreciated. I've got a couple hundred pounds worth of blacksmithing gear and I'd really like a place to set them up and get to work on drop-tong forge welding and heat treating, since I've got most of the other processes figured out.
|
|
#
¿
Oct 10, 2008 00:04
|
|
|
Third Murderer posted:That's a very nice leaf, Slung. I've always been bad at leaves. chiseling veins works out pretty well too (though there's no reason you can't do both)
|
|
#
¿
Oct 19, 2008 01:35
|
|

|
jovial_cynic posted:Slung Blade - very cool. Also, that's quite an anvil. I really only get burned in three situations. 1. pumping the bellows while holding a piece in the fire with tongs (basically unavoidable with charcoal), 2. holding a short punch without a glove (in this case I would suggest a handled punch or a glove for the duration of the punch, they make tongs to hold tools like that as well), 3. picking up something that is hot as hell. Test the potentially hot items with your knuckles since it'll minimize the practical surface area of any burns. Also, touching something hot with a glove on is a good way to get some sweaty leather to shrink up and grab you, at which point you'll just have to wait for it to stop burning you on its own time. Getting into the mindset that your gloves will protect you can lead to worse injuries in blacksmithing. I know a good deal of great smiths who eschew gloves while recommending that those learning do the same. I met one smith who said if you're gonna use anything, use Kaowool gloves for the tong hand, because they're far more heat resistant than leather, and they won't shrink up when they get hot, so you can just raise your hand and swing it at the ground to get the glove off if it does get toasty. My general philosophy is that I'm going to get burned at times, that is a fact, and I would rather get a bunch of small inconsequential burns on the backs of my hands than one serious burn somewhere important. If you think something might be hot, test it. If you think it might be cool, test it. If something flies out of the tongs while you're hitting it, back off and let it fall. There's no use grabbing for anything hot with your hands, and gloves will just encourage it. Slung blade, what kind of anvil is that? Good work, by the way. You get good twists by making a bunch of bad ones first, that's what I've learned. Actually, that's how you make anything good. Brush the scale off and you'll have a nice hanger.
|
|
#
¿
Nov 4, 2008 06:10
|
|
|
Slung Blade posted:The anvil is a 120 pound Nimba. Personally, I prefer my anvils older than dirt due to aesthetics and the sheer loving "Someone was hammering on this before the US civil war and now it is in my garage, this is so cool" factor, but all else being equal, stuff will look cleaner and straighter if it's made on a new anvil with a clean, flat face. I ramble because I am such a smithing nerd.
|
|
#
¿
Nov 4, 2008 11:43
|
|
|
Slung Blade posted:Just watched it. I am in awe, that is fantastic. Blacksmiths are resourceful as hell.
|
|
#
¿
Nov 4, 2008 11:46
|
|
|
michigan jack posted:Chances are this is the result of gross abuse on my part. I have used this a hell of a lot since I got it and on big jobs that it's not meant for. Right now it is cutting through card material with ease and there has been a lot of use since it was sharpened last (which was actually the first time). I'm guessing that what I was doing was bringing the bottom corner (heel) down on something intentionally. Also, it may have impacted on some bullets (relatively soft copper coated lead) that were in a chunk of log that was being chopped. It could have been poorly tempered, and I'm not ruling that out. I'm thinking that I should run with the idea that it is properly tempered because I assume the fix would be more difficult than if it were just soft. Also, the well-tempered fix seems like it would also solve the poorly tempered fix. Assuming it is properly hard steel, what are my options? (keeping in mind that the head is fixed to the handle for good.) Maybe some kind of light pounding with a hammer made of really soft material like pure lead on a semi soft surface like the end of a piece of 4x4/log? Heat treating something like that might be a journeyman-level job even if you know the content of the steel, so I would find out the status of the finished piece and leave the metallurgy as it is. And besides, axes are supposed to have a pretty forgiving temper, if I remember correctly, due to the very forces you're putting it under. I'm sure the pioneers would have put the forged ones through pretty much the same kind of abuse, and if you had to re-heat, forge, and temper an axe every time you hit something wrong, you'd never get a tree felled or a log hewn.
|
|
#
¿
Nov 12, 2008 11:55
|
|
|
Zquargon posted:After a little bit more tinkering around, I think I have the right idea going now, and you are right, a light grip does make things a bit easier As far as the angle I'm holding my workpiece at, it is a little bit higher than parallel to the face of the anvil. It may be a wrong height, but it's a comfortable stress free height. The anvil itself is a little bit lower than my knuckles when I left my arm hang at my side. I tried to draw a taper on the horn, but I didn't have as much control as I wanted, and the noise was a bit much. Wow, I forgot all about this thread for far too long. It's good to be back. Zquargon, glad to hear you're getting a start in the field. Blacksmithing is absurdly rewarding once you get the basics down. For tapering a point, it might be best to start out attempting a square point (you may already be doing this). You'll want to set the hot tip so it's right at the edge furthest from you on the anvil face. The horn does let you draw/taper things a bit faster, but it's also a lot less stable and it's best to do as much on the face as possible when you're starting out, since it's a good solid platform. The hammer face should be coming down at an angle slightly toward you, so that the lowest point of the blow is almost hitting the edge of the anvil, but your metal is in between the two (hitting the edge of the anvil with your hammer face is a good way to gently caress up both of them). Just give it a few nice whacks, turn it 90 degrees, and do it again. Lather, rinse, repeat. A loose hammer grip is best, you want your thumb and forefinger to form an O around the handle, and you're really just picking it up, letting it drop, and aiming. You give the hammer a bit of acceleration on the way down, but one well-aimed medium blow is worth three sloppy heavy blows 9 times out of 10. Again, you may already know this stuff, but it's things I wish I'd been told just starting out. If you run your thumb along the back of the hammer handle you will get more control, but you will also be absorbing the hammer's rebound with your bones, leading to future injury and preventing you from using that rebound to help carry the hammer back up to the top of the swing. I'll sometimes put my thumb back there when I'm working with really tiny stuff or surface finishing, but it's almost never a good idea. You'll gently caress up a bunch in the beginning, just like all of us did, but if you practice the basic techniques enough, you'll get a good handle on the mechanics of moving the metal around, and then it's just a matter of scaling and combination. Welcome to the club. Edit: watch all the videos you can. It's really the best way to learn if you can't hang out in a shop 2 days a week like I did Dongsmith fucked around with this message at 03:27 on Feb 26, 2009 |
|
#
¿
Feb 26, 2009 03:22
|
|
|
Slung Blade posted:Post some pictures dammit. It's -20C outside and I haven't had the time to go out there during the weekends.
|
|
#
¿
Feb 26, 2009 08:04
|
|
|
Slung Blade posted:That's cool stuff, and that guy's youtube channel has some pretty interesting stuff on it too.
|
|
#
¿
Mar 8, 2009 17:47
|
|
|
I'm gonna be registering for a welding course this summer. It runs 8 hours a week for a few months, and the course description says it covers MIG and TIG on stainless, mild, and aluminum. Assuming I have some potential (I think I do) and the teachers are good, should that be enough (coupled with my blacksmithing and a year of part-time fabrication) to get me an entry-level job somewhere while I pursue a machinist degree? I've heard good things about the school, both from machinists and from my brother-in-law who's in a pipefitting apprenticeship. I'll take the course even if it's not gonna employ me, because it will be cool as hell, but my summer job runs out in October and I'd like to start doing some skilled labor in the off season.
|
|
#
¿
Mar 20, 2009 22:56
|
|
|
SmokeyXIII posted:I think that any courses you have will be very beneficial to helping you secure employment. Many people get starter positions in trades with zero experience, so you'll be one up on them. The only negative thing I have to say about the course is that SMAW is the most commonly used process, so it would be nice if they taught that too. I think it sounds like a great idea.
|
|
#
¿
Mar 20, 2009 23:38
|
|
|
Slung Blade posted:Oh I get it now, "a-round tuit" metal guys have a billion folksy sayings, it's always fun to learn a new one I know a guy who refers to found/scrounged materials as Obtanium
|
|
#
¿
Mar 31, 2009 10:10
|
|

|
RealKyleH posted:This is the opposite of attractive girls which are made from unobtanium. 
|
|
#
¿
Mar 31, 2009 10:56
|
|
|
Slung Blade posted:Signed up for my annual welding class. This time it's TIG
|
|
#
¿
Sep 23, 2009 02:28
|
|

|
Slung Blade posted:What's so special about vulcan anvils? I'm probably gonna be living and working on a farm for the summer. I've got plans to build a propane forge for my work, and I know a couple guys out here that want to do casting and poo poo too. Just gotta talk my sister into driving my anvil 1000 miles out here in the spring!
|
|
#
¿
Feb 4, 2010 23:21
|
|
|
Slung Blade posted:I thought cast iron was far too brittle to form the body of an anvil. I could probably get it out here on the Greyhound cheaper and easier than trying to ship it :/
|
|
#
¿
Feb 5, 2010 02:30
|
|

|

|
| # ¿ May 5, 2024 11:21 |
|
|
Brekelefuw posted:Greyhound ships for about $1 per pound, although ther is a 75 or 100lb limit per package. It's how I got 300lb of stuff from Fort McMurray to Toronto and back.
|
|
#
¿
Feb 5, 2010 02:32
|
|