


|
Milling is more commonly known as machining and usually involves two basic tools. A mill and a lathe, although there are many many variants of these two machines as well as other machines that you will find. With these two machines, even manual ones, you can make most anything with enough time. Heres the most common type of manual milling machine, a bridgeport mill. Milling involves attached a work piece to the table and moving the cable so that the work piece pushes against a rotating tool such as a drill or endmill to remove material. AnomalousBoners fucked around with this message at 01:00 on Jul 19, 2008 |
 #
¿
Jul 19, 2008 00:55
#
¿
Jul 19, 2008 00:55
|
|


|

|
| # ¿ Apr 28, 2024 06:05 |
|
|
dv6speed posted:http://www.lindsaybks.com/dgjp/djgbk/series/index.html Lindsay's books has some interesting projects (to say the least) but nothing you cast out of aluminum in your back yard will come close to even an inexpensive made in china or 50 year old American lathe in terms of rigidity, repeatability, precision, etc. It'd made an interesting toy but belt driven lathes can be had for as little as $500 and even if they need a bearing or two, parts are usually cheap. Then theres always the harbor freight lathes. This brings me to the other staple of home machining. The lathe. I love manual lathe work compared to milling. The finish is usually consistent (its all bad or its all good) Its easy to get decent finishes, and it seems faster to machine parts because parts usually go in a chuck and thats it. (Unless its not a self centering chuck. In which case the parts must be indicated in to turn round.) Below is a diagram of a pretty common lathe and its parts. In a lathe, the work piece turns against a stationary tool. The work piece is held in the spindle with a collet, or in a chuck that is either threaded onto the nose of the spindle or locked in with a cam lock.
|
|
#
¿
Jul 19, 2008 03:46
|
|
|
dv6speed posted:How good are the harbor freight lathes and milling machines, I was wondering about that. What about the "smithy" 3-1 tools? Better than something thats belt driven and using an aluminum pulley :P I haven't heard anyone say they are bad for the money, some of the people over at CNC zone have them. The SIEG X3 mini mills, which is what HF buys and labels their own, are a very popular candidate for CNC retrofits. No idea about the quality of the smithy copies, but I've never met someone who got a smithy and was really satisfied with it. They usually end up getting a lathe and a mill. Sometimes gunsmiths have legit uses for them but I am not a fan for general machining. AnomalousBoners fucked around with this message at 04:47 on Jul 19, 2008 |
|
#
¿
Jul 19, 2008 04:37
|
|
|
Arc welding with shielding gas doesn't make flying sparks like it does with flux core wire feed or stick. You don't get flying sparks with TIG.
|
|
#
¿
Jul 19, 2008 20:52
|
|
|
I've only done flux core MIG but DC tig welding steel is very calming. You just move along and dip...dip...dip... You only hear the gas and its real quiet. AC Tig is another story and is more like others in terms of being noisy. The arc isn't as stable as DC and it makes a distinct buzzing You also have to move fast so its a little more frustrating. I have only done TIG and MIG welding.
|
|
#
¿
Jul 19, 2008 21:49
|
|
|
Aside from gigantic engine blocks, where cna I get cast iron to melt cheeply? I will be making a foundry, and I can get aluminum cheap and easy through cast aluminum wheels, but cast iron I dont know where I can get it cheaply and easily like aluminum.
|
|
#
¿
Jul 20, 2008 07:37
|
|
|
Slung Blade posted:Sounds like a cool machine man, I wish I had the money for tools like that. I sold some of those, your machine should be either the CT416 or CT518 D model for duel voltage. The duty cycle is 60% but I thought it was a little over rated when I used a CUT series plasma cutter. Right now I have the 200A AC/DC Tig called the WSME. I wish I had spent the extra money and got the plasma cutter although I haven't hooked this one up yet. I will soon enough though.
|
|
#
¿
Jul 21, 2008 21:15
|
|
 ) and can take 120 or 240v power in. It was a pretty good price for a hobby machine, about 650 bucks, and the duty cycle is actually quite good, 80% if I remember correctly.
) and can take 120 or 240v power in. It was a pretty good price for a hobby machine, about 650 bucks, and the duty cycle is actually quite good, 80% if I remember correctly.
|
I just got the plug for my 240V outlet a few minutes ago. I will be testing my AC/DC TIG tonight.
|
|
#
¿
Jul 21, 2008 23:14
|
|
|
I cant tell you how loving excited I am. I am playing with a 200A AC/DC tig where the ENTIRE SETUP. Cost me less than $1000. Machine: $750 or so (Got this a long time ago so I sorta forgot, that is close though) Helmet: $50 Golve: $5 10 Pure 3/32 Tungstens: $20 80lb Bottle w/gas and Regulator: $112 Hose: $10 Two 240V wiring plugs: $30 Total: $977 God drat I love you China.  EDIT: I think I might pick up some stick electrodes from HF since this machine does that too.
|
|
#
¿
Jul 22, 2008 00:04
|
|
|
You can get them a lot cheaper than that on eBay. BUt I got very lucky and snagged this off of craigslist.
|
|
#
¿
Jul 22, 2008 00:37
|
|
|
dv6speed posted:ME=JEALOUS You can get that CT416D SO cheap for what it is on eBay. Runs off 110 and 220 (of course reduced amperage for 110) Sure you can't weld aluminum with it but its really cheap. They also have the Super machines on eBay that are AC/DC tig AND plasma cutter for like $1000 last time I checked. A smoking deal. I will probably go to HF wed and try some stick welding.
|
|
#
¿
Jul 22, 2008 00:42
|
|
")
|
Slung Blade posted:That's awesome man, I added a few links to some of your other posts in this thread. Thanks so much for all the input. That'd be a very big write up and unfortunately I dont have any machines or I'd make some vids about how to run them.
|
|
#
¿
Jul 23, 2008 03:30
|
|

|
You can get castable refractory at Ace Hardware they just have to order it for you as they rarely stock it.
|
|
#
¿
Jul 24, 2008 08:13
|
|
|
Tried stick welding for the first time tonight and hopefully last time ever. My piece was so much prettier before. I will stick to TIG/shielded mig TYVM. Only way to go in my book.
|
|
#
¿
Jul 25, 2008 09:52
|
|
|
dv6speed posted:Pictures? Nothing worth taking pictures of yet. Once the day gets going I will try to cut up some aluminum wheels and practice and take pictures. I hear cast aluminum sucks to weld but so far I haven't had that experience. I really need a blast cabinet I am finding out though. Also, I don't have friends that have tools. AnomalousBoners fucked around with this message at 12:12 on Jul 25, 2008 |
|
#
¿
Jul 25, 2008 12:09
|
|
|
dv6speed posted:Are you trying to weld aluminum with SMAW or were you doing mild steel? TIG of course. Edit I am retarded AnomalousBoners fucked around with this message at 12:52 on Jul 25, 2008 |
|
#
¿
Jul 25, 2008 12:13
|
|
|
Sorry, I cant read apparently. Anyway I was welding 2F on some mild steel. I had already done it with the tig so I was just trying to run a built up bead over it.
|
|
#
¿
Jul 25, 2008 12:54
|
|
|
nicad posted:
This is great advice and only gets truer the thinner you go.
|
|
#
¿
Jul 26, 2008 22:40
|
|
|
At least grind them down so they make a chamfered edge with the joined pieces rather than look like a glob of metal. And this just motivated me to go tig some stuff and take pictures.
|
|
#
¿
Jul 28, 2008 05:24
|
|
|
Slung Blade posted:I don't care how ugly they are. [Insert machinist joke about welders] 1F on a cast aluminum wheel  2F on two 1/8" pieces of steel. 
AnomalousBoners fucked around with this message at 06:09 on Jul 28, 2008 |
|
#
¿
Jul 28, 2008 05:56
|
|
|
I got a few days of instruction when i was in machining school but mostly learned on my own. Unfortunately the LCD on my Chinese welder hasn't worked since the second time welding with it a few days ago and I don't know whats wrong with it. I figured they weren't too bad for just reading the weld and guessing amperage.
|
|
#
¿
Jul 28, 2008 09:41
|
|
|
Anyone know where I can find some info about welding dissimilar thicknesses of aluminum with AC tig? I want to weld a 1/8" walled velocity stack to a large 1/2" base plate but I cant get a puddle going on the base plate and the end of stack at the same time to even tack them together.
|
|
#
¿
Jul 29, 2008 03:06
|
|
|
They fit perfectly, machined flat base sitting on a flat surface. Cleaned both with SS wire brush immediately beforehand. I will try that tomorrow though. I will also try clamping it together if I have a C clamp big enough. I am welding on an aluminum ladder right now so space stinks...
|
|
#
¿
Jul 29, 2008 03:18
|
|
|
How about doing a writeup on some of the jewelry you have done and how its made. I have made SS rings before but that was using a lathe. I always assumed for gold and silver rings they were cast in a die, is that correct? What are sinking/raising vessels?
|
|
#
¿
Jul 30, 2008 08:44
|
|
|
Brekelefuw posted:I would love to hear about techniques for working with brass and copper. I want to make some fancy things for the trumpets I customize, and right now it is limited to my dremel ability and my (not so hot) lathe ability. Brass is a very finicky thing on a lathe. It tends to bite whatever tools you give it. It will suck a drill bit out of a tail stock (especially when you're drilling just a small amount on a through hole) and will chatter like crazy/look like poo poo on no nose radius tool bits. Use a tool with a decent nose radius and don't sit there and baby it. (Tell me what kind of machine and tooling you use and I can make suggestions.) Also taking deep cuts will send all the brass in one direction. Otherwise it's annoying as hell to machine because the chips get everywhere and all over you. If you have any lathe or machining questions, I am not a pro by any means but I can probably help with some basics that might improve your parts. Also when you drill it give the drill a lot of material to cut, like I mentioned above brass wants a good depth of cut and not giving it to it makes problems for you.
|
|
#
¿
Jul 31, 2008 04:12
|
|
|
The best way to sand aluminum is to use scotch brite pads sanding in one direction (no swirls or up down left right) then wet sand with sand paper. They have different colors to indicate grit. I usually cant find any finer than the green which if I remember correctly is like 320 grit so I then sand with 500 -> 1000 -> Wet 1500 -> Mothers aluminum polish for a mirror finish. Youll want to spend some time with the 320 as it won't load up like sand paper and will do a pretty good job of evening out/taking out the scratches.
|
|
#
¿
Aug 2, 2008 05:16
|
|
|
EigenKet posted:Thanks! Sounds like a lot of work. I'll probably just do the sensor/speaker mounts to a near mirror finish. Its really not, you just sort watch a TV show and do it. You'll sorta figure out what you need to do to make it go decently fast and come out decent after a while. A brushed finish is industrially done on a finishing machine. Finishing machines are one of those many other machines you'll see in machine shops that we don't even have time to mention. There are many kinds. For you at home this provides some great info on both polishing and brushed finishes: http://academic.evergreen.edu/projects/biophysics/technotes/fabric/finish.htm Aluminum oxidizes almost instantly. Aluminum oxide is extremely hard and has a very high melting point. It is often used in sand paper. Normally you clear coat or anodize aluminum because it scratches extremely fast, not because it oxidizes like steel. (Although certain things, like methanol for instance, will cause salts to form on the aluminum.
|
|
#
¿
Aug 2, 2008 11:45
|
|
|
If you are steady with the torch for dc welding steel 1-2 tungstens will last a very long time. TIG welding is pretty cheap in terms of cost to use. IIRC its like $35 to fill up my 80CF (the 5 feet tall ones) bottle. You can get cheap tungstens on eBay but they're usually in packs of 10 which will take a very long time to go through. I got my bottle and regulator(flow meter) cheap on craigslist but you can get them pretty reasonably on eBay as well. If you wan to buy locally Harbor Freight sells both of those items.
|
|
#
¿
Aug 8, 2008 16:03
|
|
|
SmokeyXIII posted:I would use a wirewheel on a angle grinder if I was you. It probably wouldn't take long that way That, a flap wheel, or a sandblaster will make quick work of this.
|
|
#
¿
Aug 16, 2008 19:14
|
|
|
dv6speed posted:I was too tired last night to tell you about it, but I'm not now... You know that pretty much every army navy store sells actual grenade paperweights right?
|
|
#
¿
Aug 26, 2008 02:30
|
|
|
If you were using the right tungsten and welding steel it was probably 2% or 4% thorium which is radiactive. If you were welding aluminum it was probably pure tungsten which isn't. You can tell by the color on the end of the rod. http://www.uniweld.com/catalog/alloys/tungsten/tungston_main.htm
|
|
#
¿
Sep 25, 2008 05:43
|
|
|
Whats the tap made out of? I have drilled out melted drill bit tips from stainless before and if that tap was HSS (or probably even carbon steel) you wont be able to drill it out with anything less than a solid carbide drill bit.
|
|
#
¿
Oct 9, 2008 23:07
|
|
|
kapalama posted:It's not surprising to me at all. I am in AWE of what you guys can do. Every picture posted in this thread makes me envious of the skills you have, and also makes me want to get something made. If you find this that interesting you should consider going to votech school for machining or black smithing. I personally believe you can teach yourself welding from a book and buying a welder but school would probably be faster for that too. Vo tec schools usually aren't particularly expensive compared to a university or community college. I got a scholarship for mine but tuition was 2500 per year. Going one semester would obviously be half and if you only went in the afternoon or morning class it'd be even less.
|
|
#
¿
Oct 25, 2008 04:19
|
|
|
Grainger has everything but you'll pay for it. MSC has a lot of stuff.
|
|
#
¿
Nov 28, 2008 15:25
|
|
|
kapalama posted:I know you are right, but where I am staying right now, the 'management'does not like big equipment. http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=39406
|
|
#
¿
Nov 29, 2008 05:13
|
|
|
I started a blog to document progress with my machine shop as well as promote my business. On the site is some tips for metal working and I will be posting links to information I find interesting, cool projects, and whatever I like related to machining. http://kylesmachineshop.blogspot.com/
|
|
#
¿
Dec 10, 2008 23:35
|
|
|
pocketpencil posted:Very nice. i think you NEED a 6 axis milling center personally before you can call it a machine shop! My 5 axis is a 3 axis with a ball endmill and the words "close enough."
|
|
#
¿
Dec 11, 2008 02:29
|
|
|
pocketpencil posted:Haha, i hear ya. There really has only been 2 or 3 applications ive run into where a 6 axis was absolutely necessary. Everything else can be done on 5 axis. haha I know of plenty of times when a 5axis is necessary but have yet to use a 5xais machine much less a 6 axis. What is the 4-6th axis you're using anyway? A rotary head and a tilting spindle?
|
|
#
¿
Dec 14, 2008 04:50
|
|
|
The first three are simple if its a milling machine, first two on a lathe. After that you get some options. I have very little experience outside of theI guess you could call the primary axis On a milling machine: X is left to right for the table along a ball/lead screw Y is Front to Back for the table Z is up and down but there are different ways to do it. You can move the table up and down like on a knee mill. You can move the spindle up and down like on a knee mill, or you could move the whole head up and down like on a machining center. Past that you have rotary tables  Rotary/indexing heads 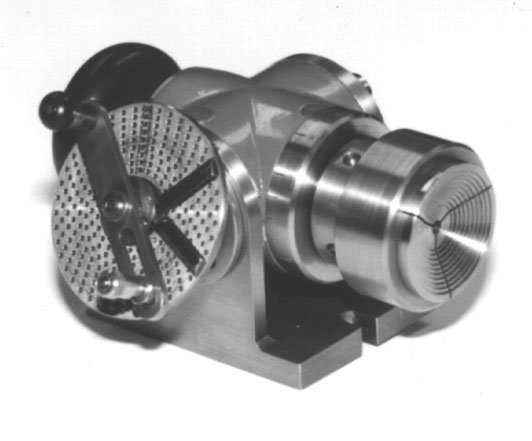 5 Axis machines where the sindle/head tilts in various directions: 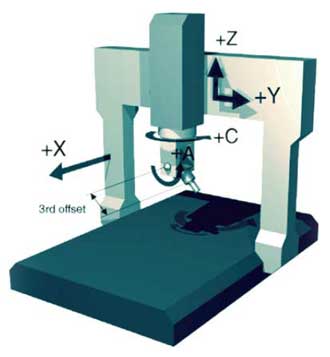 That's a milling machine setup. I have been into machining for two years and I don't even know what a gimbling table is. What is that? I think a pallet changer may count as an axis but I am not sure. For a basic lathe you have 2 axes. Z and X. Z is left to right, X if front to back (like removing material) AnomalousBoners fucked around with this message at 06:22 on Dec 15, 2008 |
|
#
¿
Dec 15, 2008 06:17
|
|
|

|
| # ¿ Apr 28, 2024 06:05 |
|
|
Got my lathe wired up and chuck on. Need some hydraulic fluid and of course everything is closed until Monday so no parts made yet.
|
|
#
¿
Dec 20, 2008 02:20
|
|