


|
SmokeyXIII posted:Nope, they take it to a machine shop and do a frickin sweet job. It just takes a long time. That must get expensive. Why don't they just put a grinder with a grinding jig and say put here and grind your own?
|
 #
¿
Dec 23, 2008 00:50
#
¿
Dec 23, 2008 00:50
|
|


|

|
| # ¿ May 11, 2024 14:38 |
|
|
Paul MaudDib posted:
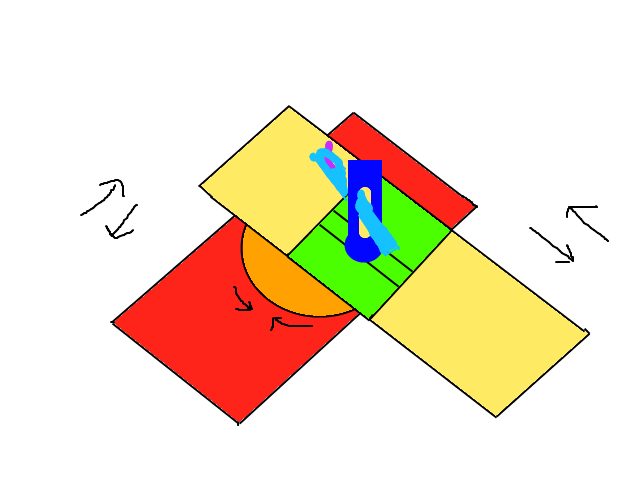
The red is the cross slide, the orange and yellow is the compound rest called the compound. The blues are the tool and toll holder. On that type of setup the little loop thing that holders the tool and tool holder has a screw on top. You loosen that screw and the he loop part as well as tool and tool holder should slide right out of that green part. I've never had to take the compound rest off of the cross slide which is what it sounds like you're trying to do. It sounds like you want to change the angle the compound is at so you can cut a taper and or feed threads with the compound. You should be able to simply loosen (but not remove) two set screws/cap head bolts to loosen the compound so it can move around. If it is not moving it probably has coolant or grease or chips stuck in there. Try giving it a tap with a soft blow hammer. I may have misunderstood what youre trying to do though, let me know if I did. AnomalousBoners fucked around with this message at 02:37 on Dec 23, 2008 |
|
#
¿
Dec 23, 2008 02:34
|
|



|
MMK so right now the compound is loose making your lathe useless because you cant tighten down the bolt, correct?
|
|
#
¿
Dec 23, 2008 06:16
|
|
|
Paul MaudDib posted:Compound problems Ok now that I fully understand your problem, I am not sure how to help...sorry. Try Practical Machinist, Home Shop Machinist or CNC Zone forums. You may want to use some of the terminology and way of describing why you want to remove the compound as I used to avoid being asked the same questions twice. On a side note I bought these: http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=39931 @ HF for 20% off today. I ordered their half inch set online already and it's on its way. I have it sitting on top of a 3/8 AR5 Carbide tool bit as a spacer. Cuts stainless steel pretty good. I took a maximum of .75 on the diameter of some 300 stainless at 600 RPM with no coolant feeding like 3 per rev. Not a heavy cut nor a fast one but I just got my lathe working. I love that I can use industry standard tooling so i can replace whatever crap carbide they us when they wear out with proper tooling with a proper chip breaker.
|
|
#
¿
Dec 23, 2008 23:51
|
|
|
I am quite excited about their 1/2 bits. I just got these 1/4" bits because I was hoping the tool would break the chip of the SS I was cutting today. I have a 13x40 3HP MSC Lathe. In fact they didn't but they did make tighter chips so I guess I cant complain. probably just need to up the feed rate. I like that when I wear out whatever lovely carbide they have on there I can just put on a quality, material specific, chip breaking insert but still use tool holders that cost nothing. Ive also see boring bars that use 1/4" inserts so I may end up grinding them down to fit those http://www1.mscdirect.com/CGI/GSDRVSM?PACACHE=000000079364889 I doubt I would consider any lathe under 2HP or a 12" swing. You need that power to cut common hard materials and do any real work. Also the 2HP and up lathes typically have the rigidity and other stuff you want in a lathe. At $20, or for me $16 really (BTW I think that 20% off coupon is good for two more days) I think I got a great deal considering there's 5 tool holders with inserts. I also bought these and am waiting on them to get here. Same thing but in 1/2" http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=39933 EDIT: BTW that lathe cost me $500 used. I put a $255 rotary converter (because I don't have 3 phase here and don't want to lose power using a static converter) $150 for a chuck, some tooling, filled it up with fluid, etc. Even with that cheap rear end chuck on this lathe the spindle face was only running out about .002-.003 and the outside about .0015. Its a cheap 3 jaw. AnomalousBoners fucked around with this message at 05:08 on Dec 24, 2008 |
|
#
¿
Dec 24, 2008 04:55
|
|
|
Ugh smithing and welding. How imprecise. Got lots planned though.
|
|
#
¿
Dec 24, 2008 05:12
|
|
|
haha I don't know if I have made anything I'd consider precise. I've never had the machines, tools or skill to do so. Here's a timing cover for a harley davidson evo motor. Those wood inserts match the grips we made for it. This was made with a manual lathe and a little milling on a tabletop mill with a program made quickly in camworks. Solidworks is seriously awesome.  Click here for the full 1110x984 image. This is a V-Band carb flange that I made on a CNC mill and manual lathe. Machined it from a piece of solid steel. You can see the timing cover at the bottom. Most of those fasteners in the pic are custom as are the foot controls. This was built by people who know next to nothing about motorcycles.  Made all the machined parts in this picture except the welded parts which are just stainless steel tubing that we had one of the newer kids turn and polish Did make the top fasteners though. This was made when I was in tech school.  I also did a bit of welding too, although I was just learning:  Machined this from a probably 40lb chunk of solid brass. Almost lost my thumb at one point when it flew out of a machine. 
|
|
#
¿
Dec 24, 2008 07:04
|
|
|
Slung Blade posted:Nice. What's the brass bit for? Its a velocity stack so sucking in air.
|
|
#
¿
Dec 24, 2008 08:01
|
|
|
What taper is on that spindle? Some SIEG versions have Mt spindles some have R8. eBay has really really cheap collet chucks and since you're not spinning to the point where balance will matter they're probably perfect for you. HF also has a cheap HSS endmill set especially if you combined it with some of the but remember if you want to use 4 flute endmills you need to use coolant. I would just get some 2 flutes on eBay that has some name brand or are made in the USA. I personally much prefer collet chucks to R8 collets simply because you can get a huge range of sizes and drill with them for a song on eBay and IIRC they clamp stronger. That vise looks ok for imprecise work.
|
|
#
¿
Dec 25, 2008 00:37
|
|
|
Chauncey posted:That's seriously awesome, did you use a shaping(?) tool to make the inside/outside taper. Or how did you do it? I haven't learned how to make complex shapes on the lathe yet, just how to use the apron clutches to make a simple taper. Put a 3 jaw chuck on a Hurco TM6 CNC Lathe and made a conversational program with it. One to do the OD and one to do the ID. I did the ID first and then put plastic plugs that I pressed in both sides. I then made a set of soft jaws and used the tailstock on the CNC lathe to do the OD. This wasn't the best system of making it perfectly round taking it in an out of the machine and what not but it worked. Do most of the lathes you work with have taper attachments? Mine doesn't and when I was in school we had one big 17" south bend turnnado that did and several small 11-12" south bends that did but the standard gear headed made in taiwan or china lathes did not. EDIT: I said CNC Mill and mant lathe. The TM6 is a lathe. oops AnomalousBoners fucked around with this message at 00:26 on Dec 27, 2008 |
|
#
¿
Dec 26, 2008 20:39
|
|
|
It will vibrate like crazy. Hell it will vibrate like crazy if you take anything more than light cuts on brass.
|
|
#
¿
Jan 15, 2009 03:31
|
|
|
Slung Blade posted:How about the lathe? Same story? Depends which lathe. The little 8x12 is only 3/4HP and 254lbs. Theres just not much you can do with a lathe that size. Now with a lathe you can go .01 DOC at a time at .002 feed per rev and yea even SS will come off (properly ground or properly selected carbide will help although HSS is probably better for that application.) EDIT: Consider that I bought my used 13x40 for $500 and have it basically tooled for around $1000 if you don't include the rotary converter. I can take off .060 DOC @ .004/rev per pass on SS with no hint of it slowing down, could probably go faster but my setup wasn't the best. AnomalousBoners fucked around with this message at 11:25 on Jan 15, 2009 |
|
#
¿
Jan 15, 2009 11:22
|
|
|
Slung Blade posted:I've seen the occasional "Atlas" brand lathe come available on local used-stuff-for-sale websites. My neighbour's a professional mechanic and he uses one, and swears by it. I haven't used one personally but depending on what model you're talking about I could give you some basic tips on buying them. A friend has two 12x36(I think) craftsmans which I believe are atlas lathe. They serve what he wants to do fine. Thanks to china its pretty easy to even take an older southbend or atlas type and give it some of the more modern features you'd want.
|
|
#
¿
Jan 15, 2009 20:11
|
|
|
Posted in the Tools! thread but cross posting here: http://www1.mscdirect.com/CGI/NNSRIT?PMPXNO=17742722&PMT4NO=0 ER32 Collet chuck: $123 http://www1.mscdirect.com/CGI/NNSRIT?PMPXNO=17742678&PMT4NO=0 ER32 Collet Set: $357 Price on ebay for both from an American seller but made in china? $122 shipped. Got them both today and will be ordering some more collet chucks. I freaking love buying tooling on ebay. gently caress ever using a drill chuck or hand making a tap holder to power tap poo poo. Collets rule and since I am not even milling with them (although I have heard they're good enough that I could provided I am not running RPMs that require balancing) I really don't have poo poo to worry about. Also should be here next week: http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&ssPageName=STRK:MEWNX:IT&item=200094179608 http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&ssPageName=STRK:MEWNX:IT&item=200296096557 http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&ssPageName=STRK:MEWNX:IT&item=200296512600 Total: $50.73 Price at MSC: $27 + $71 (For smaller but comparable boring bar) + $345 (69 * 5pcs) Total: $443 I am seriously about to go broke from all the good deals I've been getting. Not even joking here though you need so much poo poo you dont immediately think about just for simple lathe jobs. Just trying to tap and thread a few hundred steel aprts is going to cost me big $$.
|
|
#
¿
Jan 17, 2009 22:07
|
|
|
What do you plan on making with it? 1/3HP is nothing and 6" is a really small swing. Even converted to Canadian you can pick up this: http://www.harborfreight.com/cpi/ctaf/displayitem.taf?Itemnumber=45861 brand new for cheaper. Also I dont see a threading gear box on that lathe which would be an instant absolutely not for me. Lastly no, I would not consider that a very good deal at all. The reason I shy away from small lathes like that is you can easily get a lathe that's too small and too slow, but when you're talking about a home shop lathe bigger is generally better. Also when you get something thats more like whats used in industry you open yourself up to a wider variety of tooling and setup options. EDIT: The way to find a good deal on lathes is to setup RSS feeds for ebay and craigslist and whatever else canada has that does a local search for lathes in your area. When a good deal comes along, jump on it. AnomalousBoners fucked around with this message at 01:12 on Jan 19, 2009 |
|
#
¿
Jan 19, 2009 01:04
|
|
|
This just popped up in my eBay RSS: Its a CNC retrofitted 12x36 Chinese lathe with ballscrews and your standard CNC upgrades. $7,000 is not much for a new and assembled kit, to do the conversion yourself it'd cost $4,300 for the kit + the Lathe ($1900 for the HF special) + any extra items not included but needed. This also comes with a 6jaw bison chuck ($900 or so) http://cgi.ebay.com/ws/eBayISAPI.dll?ViewItem&item=230320792190
|
|
#
¿
Jan 21, 2009 01:56
|
|
|
Slung Blade posted:I've never heard of a 6 jaw chuck before. What are they for? same adjustability as a 4 jaw with greater precision/holding power? Pretty much, generally speaking they're independent chucks like your run of the mill 4 jaw. I've heard of like hydraulic 6 jaws but never seen one and I might be making that up, I can never be sure. If you want to get into machining at all I thought my textbook was pretty good: Here is the edition I have: http://www.amazon.com/Machining-Fundamentals-John-R-Walker/dp/1590702492/ref=sr_11_1?ie=UTF8&qid=1232505542&sr=11-1 You can get it for $45 used. It has lots of pictures giving you some idea of what the words are instructing. It doesnt have many details of advanced stuff but will tell you everything you need to know to get started and make basic setups.
|
|
#
¿
Jan 21, 2009 03:44
|
|
|
Chauncey posted:I just machined some aluminum in our Sheldon lathe today and used the 6-jaw since it was already on. It is not independently adjustable as far as I know. It works in the same way as a 3-jaw, except you get much more clamping surface; kind of like using soft jaws. It seems youre right, most are self centering.
|
|
#
¿
Jan 21, 2009 13:58
|
|
|
My mill isnt up yet but http://www.cnczone.com/ has a request for quote section.
|
|
#
¿
Jan 25, 2009 23:40
|
|
|
Very nice finish on the helmet. I you fabricated that the old fashoned way, with rounded ends of things and a hammer then wow.
|
|
#
¿
Feb 1, 2009 02:52
|
|
|
Why not coat it in WD40?
|
|
#
¿
Mar 16, 2009 15:39
|
|
|
That's the Torch setup for the Chinese machines. (WSME, Super, and CT series) If you're using a foot pedal obviously you'd leave the one unplugged and if you're doing Tig you should have a foot pedal. The only way you're going to get an adapter is to have one made or google and see if there's one out there. Whats the thread for gas coming out of your machine? EDIT: What the gently caress is a back-door power-supply tig machine? AnomalousBoners fucked around with this message at 03:20 on Mar 25, 2009 |
|
#
¿
Mar 25, 2009 03:18
|
|
|
On those Chinese tigs you have two options. You can use set the amperage on the machine, hook up the torch based switch and use it with no foot pedal. You wont be able to control amperage as you weld. You'll just have what the machine is set to. You can also leave that switch unplugged and that switch will do nothing because you'll use a foot control where that wood plug into. That brass fitting is your air line for your argon, I am confused as to whether you're aware of this or not. *goes and checks how his is set up* .jpg) .jpg) .jpg)
|
|
#
¿
Mar 25, 2009 06:07
|
|
|
40% off metalworking at MSC today only. 
|
|
#
¿
Mar 25, 2009 19:03
|
|
|
Mine didnt seem to work this way and my foot pedal actually has two connections like that on it.
|
|
#
¿
Mar 26, 2009 01:36
|
|
|
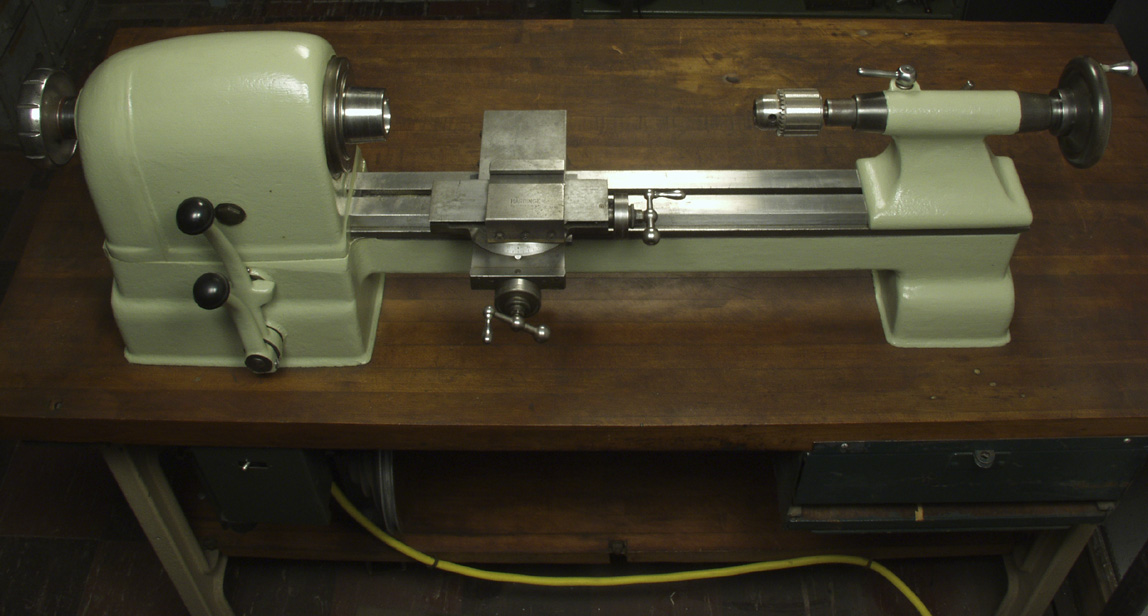
I have a pretty basic 13x40 manual lathe.
|
|
#
¿
Mar 27, 2009 06:35
|
|
|
Who says round tuits anymore? Way to be old. Also post pics.
|
|
#
¿
Mar 31, 2009 00:46
|
|
|
Dongsmith posted:metal guys have a billion folksy sayings, it's always fun to learn a new one This is the opposite of attractive girls which are made from unobtanium.
|
|
#
¿
Mar 31, 2009 10:21
|
|
|
There's a 20% coupon active right now, go to AI and click the tools thread. Used mine today to get some pulley pullers. You could use either of those to make the ring but you wont be making a whole lot else with it. You'll also be making baby cuts with them so get some carbide tooling and a cobalt drill bit set. Note: drill bits and carbide from HF is useless although I do use their 1/2" tool holders to hold decent Kennemetal inserts. For drill bits go somewhere else. Do not get the variable speed lathe as it will only make that 3/4 HP at its higher RPM settings and you'll likely be turning that at slower than 1100 RPM.
|
|
#
¿
Apr 11, 2009 23:45
|
|
|
Zquargon posted:I was going to let him live his dream for a bit since he didn't have regular access, but yeah, i've had similar experiences on several items, but cutting wheels, brushes, wire... great place for those. I got a welding helmet from them that I'm rather fond of and works great. I also got a set of hammers that the handles broke on the first use. I think they can be a little bit hit-or-miss, but for stuff you don't care all that much about, HF is great. Yea their auto darkening helmet can be found cheap as hell and works great.
|
|
#
¿
May 21, 2009 15:29
|
|
|
kid sinister posted:This thread should be a good place to ask. Where can I find some decent drill bits that will stay sharp and not break if I look at them funny? I broke 6 Craftsman drill bits trying to extract out three rusty 40-year old screws today, including 2 that came with the drat extractors. I'll spend a hundred or two if need be. What material were the drill bits made out of? This is rather likely a you thing rather than a drill bit thing. Once the drill bit chips or breaks inside the bolt, that's it, you aren't getting it out except with a carbide drill and that's only after removing as much of the HSS as you can with a center punch and hammer or grinding it out if you can and even then you're likely to break it. If you are able to grind it all out and the surface is even enough to start drilling again you can try using a colbalt bit with plenty of cutting fluid (I use motor oil cause I always have some) The Rigid cobalt set are decent for the price. Better than that are cobalt bits from companies like Clevland Twist Drill, precision twist drill, SGS etc. Better than that are those same brand names but coated in TiN. If you want a harder material you can step up to carbide but if you're not using a steady drilling platform like a lathe or a mill you're likely to chip the carbide. Its not "tough" at all. Its just hard as gently caress and will drill anything just about. Edit: added some suggestions. AnomalousBoners fucked around with this message at 05:22 on May 22, 2009 |
|
#
¿
May 22, 2009 05:16
|
|
|
What is the screw in? If its something that has super high heat cycles carbide layers can form or could be there already. Like the screw isnt that hard overall (although grade 8 bolts can be 40 rockwell c at the core) but sheets of carbide form and are breakin your bits and bank. Either way ebay has the best prices on made in USA carbide drill bits. Avoid the Chinese and Indian ones as their toughness sucks especially for carbide. I'd just get the sizes you need. If you make a pilot you can usually find oddball tiny sizes for nothing. AnomalousBoners fucked around with this message at 06:20 on May 22, 2009 |
|
#
¿
May 22, 2009 06:17
|
|
|
Fire Storm posted:Also, am I correct in assuming that a lathe advertised as a woodworking lathe would be a bad idea to buy? And if so, why exactly? Is it simply motor power or is it more of a case of pulleys and belts vs actual gears for the gearing? (If you take out the adjustable tooling for the metal lathe and the tool rest for woodworking) Rigidity is important in a machine. For this reason and more (including end cost) a woodworking machine is a poor choice. I also would not get a multipurpose machine.
|
|
#
¿
May 22, 2009 17:15
|
|
|
If you're referring to the Sacajawea its not gold on the outside either. This should be obvious because we all had quality educations here in the USA and we learned in chem 1 that gold is really unreactive yet the outside of the Sacajawea will save the fingerprint of someone who touches it forever because its s easily oxidated and reactive. Thanks public school 
AnomalousBoners fucked around with this message at 01:15 on Jun 1, 2009 |
|
#
¿
Jun 1, 2009 01:12
|
|
|
Out of curiosity, if I wanted one of you guys to make me a Damascus steel block that could be squared to 1" x 1" x 8" for a project how much would that cost?
|
|
#
¿
Jul 2, 2009 03:23
|
|
|
Pretty much everything at Grainger is overpriced. The only thing I would buy from them is something small that I need quick cause they're like 10 minutes away.
|
|
#
¿
Jul 8, 2009 15:09
|
|
|
That is awesome. Great craftsmanship and neat project. That said... you found that much solid 4140 presumably for cheap and youre putting it through a furnace?! You should be milling heavy duty gun frames 
AnomalousBoners fucked around with this message at 03:39 on Dec 22, 2009 |
|
#
¿
Dec 22, 2009 03:37
|
|
|
dv6speed posted:RealKyleH, I don't machine that much metal unfortunately, right now I am working for a company that makes higher end electrical tools mostly for military aircraft. I am working in the engineering department as an intern until I graduate engineering school most likely. My lathe runs and Ill be using it to make some simple stuff for a friend to use to connect pipes for a truck hes building. The mill I still haven't invested much time in and couldn't get it to talk to the program that its retrofitted to run off of. Right now the projects on the table are car stuff and then I'd like to start working on guns a bit. Maybe improving the function of some cheap ones or building a 1911. Might build a hydraulic crimp tool which will require a bit of simple machining and Ill post about that. AnomalousBoners fucked around with this message at 05:48 on Dec 22, 2009 |
|
#
¿
Dec 22, 2009 05:45
|
|
|
Blacksmith posted:What engineering school you going to? UCF
|
|
#
¿
Dec 22, 2009 16:52
|
|
|

|
| # ¿ May 11, 2024 14:38 |
|
|
dv6speed posted:Brekelefuw, Not sure what type of tubing youre using but a common DIY method to build tubing for bikes or cages is to fill the tube with sand, cap the ends and heat the tube until malleable. That said if the wall thickness isnt fuckoff thick, pipe benders are getting more and more affordable, maybe one of those things and an ebay and criagslist local rss feed would be worth using to find a cheapie. Also you can always get 15-20% off at HF.
|
|
#
¿
Dec 23, 2009 04:43
|
|