


|
dv6speed posted:By the way, the reason I say that if you want to weld professionally, you should master stick welding, is that it is the process used for most ship building, structural welding, pipe welding, and outside field repair. If you have a good hand with the stick process, you can find a good job almost anywhere, anytime. If you want a job with steel, learn to use a cutting torch and stick weld, and enjoy being reliably employed for the rest of your life.
|
 #
¿
Jul 20, 2008 00:41
#
¿
Jul 20, 2008 00:41
|
|


|

|
| # ¿ Apr 27, 2024 22:23 |
|
|
Ambrose Burnside posted:Anybody got any recommendations for academic/non-layman-oriented works on the history of machine tools? I don't know if it's suitably academic, but 'English and American tool builders' by Jospeh Wickham Roe was published in the early 20th century and is a great book with lots of anecdotes about Maudslay, Whitworth, Nasmyth, Watt etc. It gives a great appreciation for the men who wanted to do work accurate to a thousandth and had to build a lathe from scratch capable of that precision, but also had to invent and build their own micrometers along the way.
|
|
#
¿
Jun 10, 2018 05:09
|
|
|
Is that machine a planer or a shaper? I've never really understood what a metalworking planer is. It's doubly confusing for me because woodworking planers and shapers that I'm used to are nothing like the metalwork machines of the same name.
|
|
#
¿
Jun 15, 2018 18:15
|
|
|
That is fantastic. What a wonderfully skilled nut.
|
|
#
¿
Jun 19, 2018 01:52
|
|
|
I've become interested in clocks lately and am interested in trying to make my own long case clock mechanism. I have a lot of woodworking experience and some welding experience and am tolerably proficient with a file, but no machining experience or equipment. Am I crazy or is that a doable thing? Any books y'all might recommend?
|
|
#
¿
Jun 19, 2018 16:37
|
|
|
Thanks! I'd be very happy with a minute a week, or even a minute a day. I'm mostly interested in building one to see how they really work, not build a perfectly accurate clock. John Harrison made several very accurate clocks out of wood and invented the marine chronometer without knowing what a thousand of an inch was, so I figured it must be possible. I have a jewellers saw and bandsaw and drill press and am very well acquainted with their use-any books you could recommend on a the math/geometry behind it or even something with some plans?
|
|
#
¿
Jun 20, 2018 13:17
|
|
|
There is a beautiful video floating around somewhere of the Holland and Holland gun factory. They still fit everything with lampblack and a file until it fits perfectly.
|
|
#
¿
Jun 22, 2018 16:45
|
|
|
I don�t know how wide of a blade you need to run to cut what you need to cut, but smaller wood bandsaws (what I would expect to find in the $500-1000 range) don�t usually have stiff enough frames to properly tension a 3/4�+ blade. I don�t have much experience cutting metal on a bandsaw and blade tension may not be as important at lower speeds as it is when cutting wood but it�s something to consider. Most wood bandsaws are belt driven (though the shop I used to work in had a 38� direct drive Crescent with a 15hp motor) but without much room to work in some new pulleys-you�d almost certainly have to move the motor mount around some and a new/extended drive shaft.
|
|
#
¿
Aug 6, 2018 04:41
|
|
|
I'm a woodworker but want to know more about machining. Can someone explain to me how precision grinders stay accurate? How do they know how much of the wheel has worn away or does it measure the part itself as it is grinding? Or do they use some super hard abrasives that don't wear down like a normal grinding wheel?
|
|
#
¿
Aug 21, 2018 01:56
|
|
|
Do you want pretty actual welds or just pretty joints? If you don�t mind grinding you can make a giant mess of the weld then grind it until it looks pretty. I don�t have any experience with TIG but from my MIG/stick experience I�d say you should lower your amperage since you are blowing through your tube. Because it isn�t structural you don�t have to worry about getting great penetration or anything. In my experience, welding is absolutely something where practice makes perfect-it�s just teaching yourself the steadiness and muscle memory to make it all consistent. As an alternative if you just want to fiddle with stuff, some sort of proxy or superglue might work, but I�d definitely rough up around the joints with sandpaper to get a better bond and make sure they are clean and no oil on them before you glue.
|
|
#
¿
Sep 5, 2018 18:37
|
|
|
Rapulum_Dei posted:I�ve bought linear rails like that from aliexpress, a 500mm one was like $15.
|
|
#
¿
Sep 17, 2018 22:25
|
|
|
I�m thinking about learning to TIG weld-any advice and is there a TIG equivalent to a Lincoln buzz box? Cheap, reliable, not going to do everything and not something you can run all day but will get little odds and ends done and something to learn on. I want some more capabilities as far as different materials (aluminum and maybe stainless) and thinner materials, and just a cleaner more precise process than stick. Prior experience: Decent enough jackleg doing plate/tube steel fabrication stick stuff but nothing fine and delicate and spent a few summers welding aluminum MIG in a shipyard. No prior TIG experience. I�ve got an oxyfuel torch but have never tried welding with it, and a small Lincoln stick machine. cultureulterior posted:I'm thinking about buying one of the those Clarke metal cutting bandsaws. I'm sure this is a stupid question for some reason, but is there a reason not to cut wood with it? I have limited space...
|
|
#
¿
Sep 28, 2018 22:50
|
|
|
Can I grind carbide on a bench grinder or do I need some special wheel? I have a carbide tipped router bit I�d like to modify the profile on if it�s not too impossible, but I may just grind a shaper knife.
|
|
#
¿
Oct 10, 2018 14:50
|
|
|
One Legged Ninja posted:If you only grind carbide seldomly, a silicon carbide wheel also works, and is quite a bit cheaper than diamond. CBN is another more expensive option. Would your average machine shop be capable of dealing with carbide?
|
|
#
¿
Oct 10, 2018 23:31
|
|
|
That's a great channel. Simon Winchester's new-ish book "The Perfectionists" is on the same subject and is a great read. "English and American Tool Builders" by Joseph Wickham Roe is long out of print (original copyright is 1916) but well worth reading if you can find it. It covers alot of the really early stuff like Maudslay, who invented the three plate method of making surface plates, the modern metal lathe, and a micrometer accurate to .0001" (in 1805!), the Portsmouth Block Mills and Bramagh etc. It always astonishes me what they did with basically hand tools to start. I'd never seen a picture of Maudslay's micrometer, but you can see it here. Really wonderful how he made it a beautiful object with turned legs and chased beads as well as a functional one.
|
|
#
¿
Oct 25, 2018 02:11
|
|
|
A friend needs a part made for on old chandelier and asked me about it. I�ve had some odd bits of furniture hardware cast once before but it was very expensive and I was thinking of giving this a shot myself. I used to do some welding/blacksmithing and have an old coal/charcoal forge and the parts to put together a propane forge with a Ron Reil style propane burner. I figured I�d do lost wax, but don�t really know much about the details of the process except a generally understanding of how it works. Will a propane forge get hot enough to melt brass? Where do you get brass to melt? What kind of a crucible do I need? Am I going to blow myself up? Any books/websites I should investigate? The part in question: https://imgur.com/a/VDHzjar It�s a pretty simple part and it might be easier to have it milled out of solid stock, but I�m still interested in the casting process generally-I can see lots of possibilities.
|
|
#
¿
Dec 11, 2018 20:10
|
|
|
This is just my own small experience of working a couple summers in a shipyard in college- not sure how universal this is. The yard did their own certification and classification of welders-class A could weld hull seams etc. Class B was mostly fitters/helpers to tack stuff while fitting and then a class A welder comes behind and does the real weld. A qualified welder is supposed to be able to do good welds, but they also had visual weld inspections done by their own inspectors, and then finally done by the ABS (American Bureau of Shipping) and navy inspectors after that. Most were visually inspected, but I think some were randomly inspected by x-ray or ultrasound or something. Some were also dye inspected because aluminum tends to form tiny hairline cracks at the margins of welds that will show up with dye. Critical stuff and piping was much more thoroughly inspected. I looked into getting AWS certified when I did a lot of welding, and it is pretty tough (and being nuclear certified is reaalllly tough) and in my experience not all welders are AWS certified, especially at the fabrication shop level. The test is mostly to do with stick welding pipe, which if you�re a shipyard mostly welding aluminum with MIG is not especially relevant. Being an AWS certified weld inspector is also pretty tough and requires a lot of training.
|
|
#
¿
Jan 1, 2019 02:32
|
|
|
Is lightly sanding the male and female parts of a taper (how do I find out what size/style taper it is?) with 320 grit and WD40 to remove rust going to mess up the fit or anything? Same question for the ways and crossslide-it�s just an old JG Blount woodworking/pattern maker�s lathe but it�s quite finely made (at least for a wood lathe) and I�d like to keep everything as tight as I can. It looks like the ways were hand scraped originally.
|
|
#
¿
Jan 19, 2019 18:30
|
|
|
Rapulum_Dei posted:I _might_ get first refusal on a 3ph milling machine. You run 240 single phase to the 3ph motor, use the smaller motor to get the big one turning and up to speed (you can actually wrap a cord around the shaft and start it like a lawnmower!) and once it is spinning the right way, turn power on to the converter motor. The three phase running on two phase motor acts as a generator, and you tap off it to run the third leg/phase back to your panel, which you connect the mill to. I'm fuzzy on the exact details of how everything gets wired(because I'm not an electrician) but it works, and can be done cheaply. I used to work in a shop full of old woodworking machines and the whole shop ran on this system for 40 years. He'd gotten the plans for it from an old machinist. I'm not sure sure if it's steady enough power to run real delicate CNC kind of stuff on, but it will make the motor spin and with no loss of power like an inverter. Is there a loss of power with VFDs like with older inverters?
|
|
#
¿
Feb 7, 2019 01:17
|
|
|
This is a metalworking question about a woodworking machine but I promise not to get sawdust in your coolant. This thing showed up today- I had hoped it would be delivered via a lift gate, but the gods decided my day would be better if it was delivered by falling off the end of the lift gate. It weighs about 2500#, and so it needed a push to get on the lift gate, but the driver I guess have it just a little too much push, and once it started moving it kept moving. Luckily, nobody was hurt. The mortiser thankfully landed on its back, and an inch deep dent in the asphalt tells me on concrete this could have gone very differently. With some fun with chainfalls and ratchet straps I got it back vertical.  Most of these machines have been painted all over and used hard and put up wet. I�ve been looking around for one for a while and have never seen one with polished tables.  The body is a single solid casting 5/8�+ thick, and it landed on a just as thick access door that did crack-what is the best way to repair this?  Probably not worth worrying about, but the machine is in such great shape I�d like to take care of if I can. I have a little Lincoln buzzbox stick welder but I don�t think that can weld cast iron? In addition, any way to check for any other cracks or fractures in the body of the machine without stripping the paint? These machines (Wysong and miles 284) were built like tanks to run in furniture factories 2 shifts a day for 30 years, and this one has had a very easy life (and will continue to), but is there anything else I should check considering it plunged 4 feet with a very hard landing? Thirty second test run did fine, but I�m no gearhead, unfortunately.
|
|
#
¿
Apr 22, 2019 22:42
|
|
|
Thanks for the advice-drilling a hole to keep the crack from spreading and maybe grinding some out and filling with epoxy seems about my speed. Is JB Weld okay for something like that? It's not load or stress bearing. I don't want to try and get all the paint off so any hot process seems like a pain. The door is actually only 1/2" thick with big ribs cast in it. I guess they had a bunch of cast iron left over from winning a World War and decided to just make everything cast.   And don't worry, I have been having lots and lots of words with the freight company about shoving my irreplaceable-at-the-price-and-condition-I-bought-it-in machine off the back of their truck.
|
|
#
¿
Apr 24, 2019 00:03
|
|
|
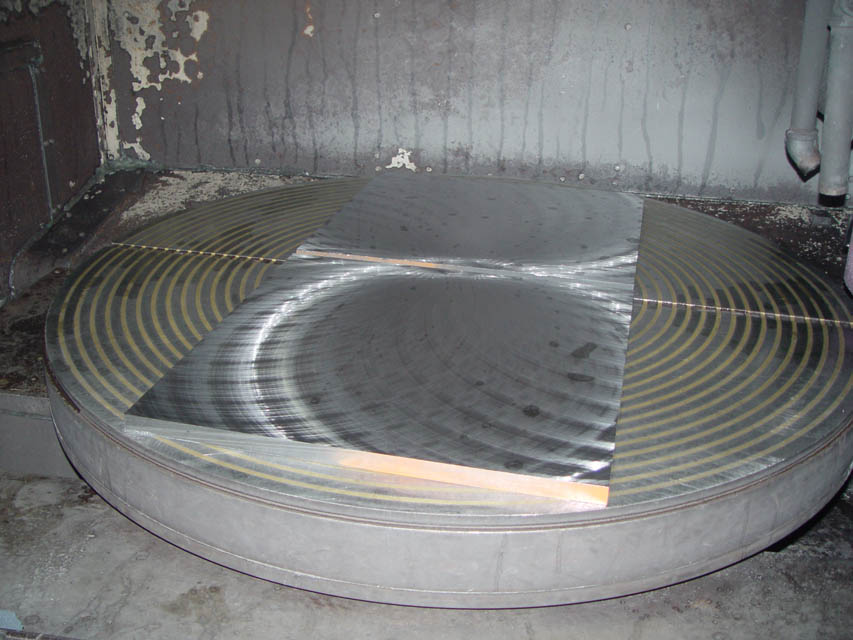
Just out of curiosity what makes this kind of finish? The circles only go one way-no overlap like with normal face milling.  A fly cutter? I think I remember reading about some kind of huge circular grinding process? It�s a bit rough feeling, but wood glides right over it-I guess less surface area contacting the wood means less friction? Gonna wax it for rust resistance and and less friction as well. E: my bandsaw table has the same finish but is much smoother to the touch-I guess it is just worn in a bit? Both are made in Italy if that matters for any reason Kaiser Schnitzel fucked around with this message at 22:33 on May 16, 2019 |
|
#
¿
May 16, 2019 22:30
|
|
|
Ambrose Burnside posted:not sure, but Blanchard grinding, maybe? Also fits with it having a somewhat rough surface + also being used on another large flat cast iron part
|
|
#
¿
May 16, 2019 23:27
|
|
|
sharkytm posted:Single circle across that span?
|
|
#
¿
May 17, 2019 04:21
|
|
|
Leperflesh posted:Just saw your post in the woodworking thread; that's gotta be a hellishly expensive piece of kit, a 16" jointer? I think you should call up the manufacturer and ask them what they recommend you do about your defective jointer surface because you ought to expect properly machined smooth surfaces from the factory.
|
|
#
¿
May 17, 2019 21:29
|
|
|
That�s like a woodworking shaper head with old fashioned jointer gibs stuck on an angle grinder. What could possibly go wrong? The nice part is you could easily grind your own custom profile on the knives, the bad part is if they didn�t fly out and hit you in the face, you�d have no way to control it and cut a straight line. And the kickback....
|
|
#
¿
May 21, 2019 17:14
|
|
|
Not sure why you�d want the lathe chuck on one end, but guitar makers basically use a thing like that but with 20 blades on it to cut the fret slots on guitar fretboards (presumably with like, guards and stuff)
|
|
#
¿
May 21, 2019 21:55
|
|
|
It�s been a while since I did much welding, but I didn�t like running anything less than an 1/8� (3mm?) rod on plate. The thinner electrodes burn up too fast and don�t get as much penetration. I�d use the biggest rod on the highest amperage I could without burning through/leaving undercut edges -faster, deeper welds, but if you have a small machine it�s harder on the duty cycle running at higher amperage. From your pictures it doesn�t look like you are getting much penetration-the welds look like they�re sitting on top of the plate and nut instead of biting into them, but that could just be slag. 6011 penetrates a bit better and works better on dirty materials than 6013, but it does spatter a little more. Try a little larger rod in 6011 a little hotter (you�d have to really try to burn through 5mm plate) and see how it goes.
|
|
#
¿
Jun 12, 2019 21:42
|
|
|
The Swiss make very good, fine, sharp tweezers that are needlelike enought stick down parallel to the splinter and then they grip tight to pull it out. Grobet maybe? I used to have some with a maker's stamp that was like a jesus fish but I can't recall who made them.
|
|
#
¿
Jun 28, 2019 00:40
|
|
|
mekilljoydammit posted:So funny musing today. Is there any good way to figure out what things would, approximately, cost to make? I have a bunch of pretty hashed out designs for various car parts but most of them would take better equipment than I have to do safely.  in a hurry, but... in a hurry, but...I run a woodshop, not a metal shop, but the idea is the same. As other have said, figure up your hourly rate. I basically added up all my projected yearly expenses (insurance, utilities, rent, advertising, my own pay, profit, depreciation and wear and tear on machines, setting something aside for maintenance costs, new machines, consumables, etc) and that gives you the number you need to gross/produce every year, month, week, day etc. and that helps a ton to figure out how much you need to be selling (REMEMBER: PRODUCTION WITHOUT SALES= SCRAP). I divided that yearly by 2,000 hours/yr and came up with a shop rate of $48/hr, and that has worked out fairly well for me so far. $48/hr x estimated hours + materials = bid for customer. Easy enough. Materials are easy to estimate-the hard hard hard hard hard hard hard part is accurately predicting how long something is going to take, especially when you haven't done exactly that thing before. My uncle is an estimator for shipyards-he figures out how many miles of weld are in a ship and how many hours it is going to take to weld them. When I first started doing this and thinking I would want to run my own shop someday, he gave me the best advice I've ever gotten, which is to record how long it takes to do everything. That's a big part of good estimating, and good estimating is a huge key to small scale manufacturing. I know it takes me 2 hours to build a hand dovetailed drawer from scratch, and so I can look at a drawing and know each drawer costs $125 w/ materials. Presumably you're going to make prototypes for whatever you are making-record how long every part of it takes, and then make some educated guesses about how much faster you can get when you set up for production. All that is how to price stuff as basically a job shop. Time and materials sure works, especially when you are doing lots of different things. The other way to try and price your work is based not on your costs, but on what people are willing to pay for your product. Something might only cost you $400 in time and materials to make, but if the going rate for that widget is $600 (or better yet, nobody is making the thing you are making, but people want it), you can probably sell a bunch of them for $500 and make a $100 extra. The flip side of this is when it costs you $400 to make a widget and  can make them for $40, you are SOL. I price most of my beds this way-I can make them for $X,000 time and materials, but people seem willing to pay $X,000+$500 for them, and so that's what I charge. can make them for $40, you are SOL. I price most of my beds this way-I can make them for $X,000 time and materials, but people seem willing to pay $X,000+$500 for them, and so that's what I charge. It sounds like you are in a good position to dip your toe in the water and see how you like doing this, and that's what I would do. It also doesn't hurt to call around local machine shops and see if you can get a feel for their hourly rates. It's also worth getting quotes from local shops on your parts-it would both give you an idea what someone with some expertise thinks it would cost to make profitably, but also you might find a shop that could make them better, faster, cheaper than you could yourself and let you focus on the design/prototyping work. I would very strongly recommend this book-it breaks down a lot of the 'running a business' side of things, and working through a business plan is a great exercise and functions as both a good reality check, as well as a great 'well, maybe this isn't such a crackpot scheme after all.' Think too about who your potential customers are-does anyone even want this awesome widget I'm making? Who are those people? How are they going to learn about my awesome widget? REMEMBER: PRODUCTION WITHOUT SALES= SCRAP https://www.amazon.com/Write-Busine...ps%2C168&sr=8-5
|
|
#
¿
Jun 30, 2019 00:07
|
|
|
I am looking to add on to the bed of my wood lathe and trying to figure out what the best way to go about it would be. The ways now are ~1" thick machined cast iron with those hand scraped zig zaggy oil grooves. My old boss made his entire lathe bed out of 1/2" thick x 3-4" web angle iron held together with steel bar cross pieces bolted between the vertical parts of the angle iron. This worked fairly well, and was a cheap way to make a lathe with 10' between centers, but it lacked rigidity, especially if turning out of balance/center pieces and would shake and vibrate/chatter like crazy. Most of the work I do fits in the 54" between centers I have, so I don't need the extension I am planning to be super duper rigid, but if I could make it so easily I would like to. I've been on the lookout for an identical lathe I could just bolt to the end of this one, but haven't had much luck so far. What would be the best way to go about this? Getting cast iron bar stock to match what I have is almost certainly cost prohibitive, at least from looking at McMaster. Is mild steel angle my best bet for rigidity? Does hot rolled vs cold rolled make any difference in terms of vibration dampening/stiffness? Would it be better to bolt the addition together, or weld it? I don't need the ways on the extension to be machined or anything, but I do need them to be reasonably straight and flat-welding might cause some distortion. Would making a trough filled with concrete that hung under my current lathe help with vibration at all on it? Does fiber reinforced concrete dampen vibration any better than normal concrete? The lathe in question, if it matters:  Don't judge my dirty floors its a wood shop and we live and filth and dusty and squalor and we like it that way.
|
|
#
¿
Sep 13, 2019 04:59
|
|
|
shame on an IGA posted:or a single phase motor coupled to a three phase generator but lol at pulling that off for $100
|
|
#
¿
Sep 16, 2019 03:06
|
|
|
His Divine Shadow posted:That would have been an option too, until I got the offer for a new shaft. This is very cool. Why did he heat the entire die in the forge before welding the handle on? And how do you control the depth/strength of the stroke on a power hammer like that? He seems to have very good control of the hammer as far as how hard it strikes, and it doesn't seems to want to try and smash all the way down the the anvil every stroke. Sweden seems to have such a strong history/culture of manual smithing. One of the few companies I know of still forging their axes with productions smiths, Gransfors Bruks is there.
|
|
#
¿
Oct 5, 2019 01:12
|
|
|
I had to pretend to be a machinist today and am wondering if the way I did what I did was the best way given the tools available or if there was a better option I didn�t think of. I got a collet for my mortiser with an OD .01� bigger than it should have been to fit my machine. Rather than send it back and wait a few weeks for them to fix it, I asked my local machine shop (that makes huge gears and poo poo and have tons of awesome old ww2 surplus machines) if they could do it, and he said �yeah I can but we�d have to set up for it and charge you $150. Couldn�t you just chuck it in your wood lathe and go to town with emery cloth?� Anyway, that�s basically what I did but used a pretty coarse file followed by a fine file and buffed it up on the wheel. My lathe has a pretty low speed for a wood lathe, and it felt safe enough holding files to the piece. Not really visible in the pics, but the collet is slit so it squeezes the chisel-this let it expand when I chucked it and it was not centered very well in my not very good chuck, but it basically worked. It is definitely a few thou out of round, but it just gets squeezed so I don�t think it really matters. It took about an hour, but I was taking it really slow and cautious because I didn�t want to go too small.   This lathe does actually have a banjo/cross-slide on it, but as out of center as the part was and not having any tooling I figured this was the best approach. Was there a better way?
|
|
#
¿
Oct 9, 2019 00:45
|
|
|
I've figured out how to do what I'm trying to do with mostly wood so these questions are mostly academic, but I'd still like to know. 1) For a rod of given diameter, is it stiffer/more rigid as a solid bar or as a tube? In this instance, I wound up using 1/2" pipe because it was cheap etc, but would a solid bar of the same OD (~7/8") be stiffer? Or is it that for the same weight of material per foot, that material shaped into a tube would be stiffer than if it were solid? 2) Is drilling/tapping mild steel/aluminum difficult and what do I need to know and what's a decent tap/die set for me to learn on/gently caress up. 3) Are little harbor freight metal lathes work a drat? There have been a few things recently where a metal lathe (assuming I learned how to operate it properly? I got a reprint of some old book published by South Bend IIRC called "HOW TO RUN A LATHE") would have been real useful. Or for the money is old iron hands down better? This would just be for odd bits of manual metal machining in support of my woodshop/for loving around with. 4) Aluminum will gently caress up my bench grinder wheels right? or is that brass?
|
|
#
¿
Oct 24, 2019 03:35
|
|
|
I�ve got to weld up some long toolrests for my wood lathe and am a little rusty. They will be 1/4�x1.25� angle with a 5/8� round rod welded to the top of one leg of the angle and posts welded to the other that go in the banjo. I ordered cold rolled steel for the rod because it�s smoother (and harder?). Does it weld just like hot rolled? I�ll be stick welding with a Lincoln buzz box-I think I have 6013, 6011, and 7018 electrodes floating around if one is better than the other. Is cold rolled steel any stiffer than hot rolled? I�ve always been a little confused on the differences.
|
|
#
¿
Oct 29, 2019 04:33
|
|
|
Rapulum_Dei posted:Huh. 240v 3 phase. Didn�t realise that was a thing. Probably a question for the wiring thread but since it came up: What is the advantage of high voltage 3 phase? Lower amperage so you can run smaller wires which are cheaper than big wires?
|
|
#
¿
Nov 6, 2019 22:18
|
|
|
Yooper posted:We've got a couple of weirdo machines that run 240/3. Some British OD grinders, a West German surface grinder, and a honing machine.  . I think my planer is 10, maybe 15HP? (it's Italian and in kW and I can't be bothered to figure out what it really is) but every else is under 10. . I think my planer is 10, maybe 15HP? (it's Italian and in kW and I can't be bothered to figure out what it really is) but every else is under 10.
|
|
#
¿
Nov 7, 2019 01:17
|
|
|
I�m trying to see if there is any way to improve the runout on the headstock of my wood lathe. With anything installed in the #2MT, there is ~.003� of runout, which probably isn�t bad for a 90 yr old wood lathe. This has never caused me any problems turning, but I am trying to use it as a horizontal borer to drill some consistent, straight holes along the long axis of the turning and it�s definitely a noticeable wobble at the end of the drill bit. The outside of the shaft has ~.001� of runout, and the little bit I could get an Indicator inside the taper was between .001-.002� of runout. I�ve cleaned everything as best I can. I�ve also tried rotating the center/drill chuck in the headstock to see if I could improve the runout on the tool, but it seems pretty consistent at .003�. Is there any fix here that can be done without the use of a machine shop? Shimming? I�m sure it would not be economical, with this machine, but would tearing the whole thing apart (the shaft of the lathe headstock is basically also the motor shaft-it�s not belt driven) and getting the shaft/taper remachined help? Send it to His Divine Shadow to rebuild?
|
|
#
¿
Nov 7, 2019 22:51
|
|
|

|
| # ¿ Apr 27, 2024 22:23 |
|
|
When does HSS start to lose hardness? The internet says varying things that I'm not sure I entirely understand, but I'm under the impression that normal steel oxidation/tempering colors don't apply to HSS? For instance if I ground a high carbon steel tool and the edge turned purple, I've ruined the temper in that area, but if I grind HSS and it turns purple it's still fine, right?
|
|
#
¿
Nov 19, 2019 05:25
|
|