


|
I just received my X1C couple of days ago. Has been trouble free except for the PLA-CF sample that came with the printer which struggles to feed from the AMS. Flawless in my with PLA and ASA. I was just looking at it on thermal camera while printing ASA to see where additional insulation could help to raise the chamber temperature for larger PAHT-CF prints. I have a roll of that but haven’t tried it yet. 
|
 #
¿
Nov 10, 2023 13:46
#
¿
Nov 10, 2023 13:46
|
|


|

|
| # ¿ May 14, 2024 17:53 |
|
|
PLA-CF and PAHT-CF they list as AMS compatible. That still may not mean that they don’t cause undue wear. The PLA-CF certainly feels rather abrasive to fingers.
|
|
#
¿
Nov 10, 2023 14:27
|
|
|
I just printed the first draft a of terrace awning support wire guide in ASA. Many details still to improve in the design, but I’ll use this to test threads and vapor smoothing (to not scuff the fabric) before printing a better version. The extruder head ptfe tube guide I also printed in ASA. I used ASA also for the AMS extra desiccant holders for thermal resistance to be able to re-dry the silica gel beads without taking it out of the containers. DoLittle fucked around with this message at 10:27 on Nov 11, 2023 |
|
#
¿
Nov 11, 2023 10:09
|
|
|
 First attempt with nylon by drawing up some clamps and loading a roll of PAHT-CF. First time printing without AMS as well. I used the X1C drying function (90 C) first and then put to roll in Sunlu S2 at 70 C for the print. Threw a towel on to the printer and got the enclosure temperature up to 54 C. Prints worked great. No issues at all.
|
|
#
¿
Nov 25, 2023 09:44
|
|
|
  A couple of ”Lego-blocks” to test the idea of using those as a core for carbon fibre layup. I think it is go, but a bit more CFD to do to figure out the final shape before printing the full set of blocks.
|
|
#
¿
Nov 26, 2023 20:44
|
|
|
Google Butt posted:That makes sense. I'm thinking I'm just gonna go for the mini since it seems, at least at a glance, the least fiddly out the box. A bigger Bambu A1 will be announced on Dec 14th. May be worth the wait to see its pricing.
|
|
#
¿
Dec 12, 2023 04:35
|
|
|
Terrace awning mounting hardware set is now almost complete. Just four side attachment points of a bit different design still to be done. Probably in ASA those. The goal is that the 6x7 m awning could handle >25 m/s winds and heavy rains with these. Now I just have to wait for the snow to melt to install. So far these are in ASA (white), PAHT-CF (black) and PETG (gray) + one test version in TPU (black as well). Eryones cheap ASA (12,95€/kg in 10 kg set) seems indistinguishable from Bambu ASA. Their cardboard spools also work as-is in AMS. Their 11,95 €/kg (in 10 kg sets) TPU printed fine as well with ”generic TPU” profile. With Bambu PETG there have been first layer problems, though. Easily the most difficult to print filament for me so far. A source for cheap PAHT-CF filament is still to be found.   
DoLittle fucked around with this message at 19:04 on Dec 12, 2023 |
|
#
¿
Dec 12, 2023 18:34
|
|
|
These ones have closed edges, not cut out of cardboard. I don’t think they emit much dust, but we’ll see.
|
|
#
¿
Dec 12, 2023 18:59
|
|
|
Using the A1 AMS lite hub for the purpose seems like good way to do it. https://makerworld.com/en/models/35839#profileId-48557 DoLittle fucked around with this message at 02:58 on Dec 14, 2023 |
|
#
¿
Dec 14, 2023 02:56
|
|
|
Sockser posted:I don’t understand the point of the A1 Almost seems like they want to have a product that goes head-to-head with the vast selection of bedslingers on the market. So that it is not coreXY vs. bedslingers, but their implementation of a bedslinger against the others.
|
|
#
¿
Dec 14, 2023 22:29
|
|
|
Bambu studio also integrates features from Orca, so the feature comparisons change relatively often and the difference may not always be that big.
|
|
#
¿
Dec 19, 2023 11:33
|
|
|
I think already Bambu integrated at least some of the Orca calibration tools already? Could wrong of course.
|
|
#
¿
Dec 19, 2023 14:35
|
|
|
Splode posted:Are there any situations where grid infill is better than gyroid? I had a print in ASA where grid was significantly more resistant to warping than gyroid.
|
|
#
¿
Dec 24, 2023 08:42
|
|
|
Saltpowered posted:2. Firmware/software updates can cause print issues. This is a commonly reported issue on the bambu forums that for some reason people have issues after software or firmware updates. I rolled back and many of my issues disappeared. I haven't noticed these, or even thought about cleaning the nozzle I've only done ~200h of printing of PLA/ASA/TPU/PAHT-CF sofar, though.
|
|
#
¿
Dec 27, 2023 21:49
|
|
|
Except for the SSH support, doesn't the LAN mode already allow to turn off all outgoing connections? What I would find interesting if it would allow to push the nozzle temperature to 320 C like the X1E to print PPS. People have already done that by loving with the X1C thermistor, but with firmware access it should be possible to do without compromising operation at lower temperatures. Not mention setting PPS specific filament change etc. nozzle temperatures. Basically copy X1E functionality to X1C, that is. DoLittle fucked around with this message at 23:15 on Jan 5, 2024 |
|
#
¿
Jan 5, 2024 23:09
|
|
|
Teaching Tech video on the X1plus firmware said that the X1plus team and Bambu Lab CEO are in discussion with each other. Interesting to see if that leads to something.
|
|
#
¿
Jan 5, 2024 23:45
|
|
|
I’ve been trying to get good layer adhesion on 250 mm tall twisted wing profiles in ASA lately. Current attempt is 280 °C extrusion temp and 50 °C chamber temperature with towels on the printer. 10 % layer cooling fan always. Perhaps there should be a thermal camera on the printers as well.  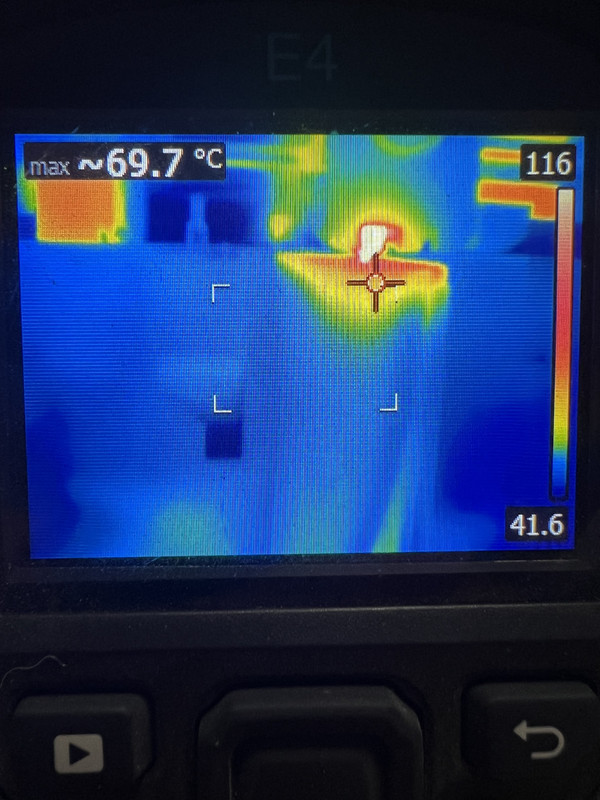 Edit: Still not there. The thin trailing edge is quite challenging. The biggest crack is probably from the 30% layer cooling fan for the mount overhang. I guess the only step left is to disable the layer cooling fan altogether and put more heat insulation on the printer? 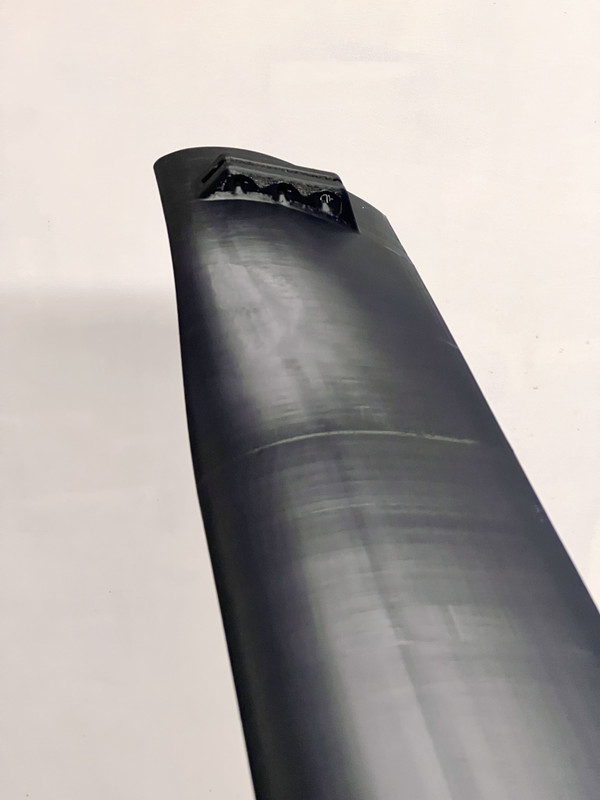    
DoLittle fucked around with this message at 01:04 on Jan 7, 2024 |
|
#
¿
Jan 6, 2024 22:38
|
|
|
The straight bits are easy to reinforce with tubes but this section has a 20-degree twist so tubes are not really an option. Thus it needs thick walls and infill as well which makes the problem worse , as that bit needs decent strength. The last one feels quite strong despite the cracks, but I’ve not yet tried to break it. Might even be usable if the cracks are filled in with glue. First plan was to use the print just for the shape and cover it with a layer of carbon fibre for length, but then I thought to try and see of it could be used as printed and glued together with tubes inside where possible. The original plan is still an option, of course. I guess a small Gurney on the trailing edge could help a lot with the cracks.
|
|
#
¿
Jan 7, 2024 01:23
|
|
|
snail posted:https://blog.bambulab.com/rooted-the-good-the-bad-and-freedom-of-choice/ To me that sounds like a good approach. This bit sounds interesting as well, depending on what those APIs allow: quote:makes sense before we launch APIs and SDKs for third-party developers, which were already on our roadmap. We will have official support for third-party apps or plugins down the road
|
|
#
¿
Jan 10, 2024 18:34
|
|
|
No, to me it says that even from later Bambu firmware you can switch to ”R” which is similar to 1.07.00. And in future you may also be able to jump back to newer Bambu firmware from ”R”, but once the ”R” is installed the first time you’ve forfeited the right to warranty and official support. From the jailbroken ”1.07.00 R” you can then upgrade any newer jailbroken firmware, like the 1.07.01 based X1plus. DoLittle fucked around with this message at 18:58 on Jan 10, 2024 |
|
#
¿
Jan 10, 2024 18:54
|
|
|
In my experience the support for PLA has worked well when I’ve used it, but I’ve only used it for specific horizontal overhangs. For those just one filament change is needed and there is not much waste and it doesn’t take much time. A good feature for the slicer would be to be able to paint the areas where the interface filament is to be applied, so that it is only used in regions where it is really needed.
|
|
#
¿
Jan 16, 2024 18:50
|
|
|
I've made decent progress with my airfoil, but I still have one problem. How do I prevent Bambu Studio slowing down to a crawl for the top layers? At the moment the top layer of the mount slows down to 20 mm/s. This leads to a too long layer time, too much cooling and poor layer adhesion for that specific layer. I can't seem to spot the setting that would affect this. 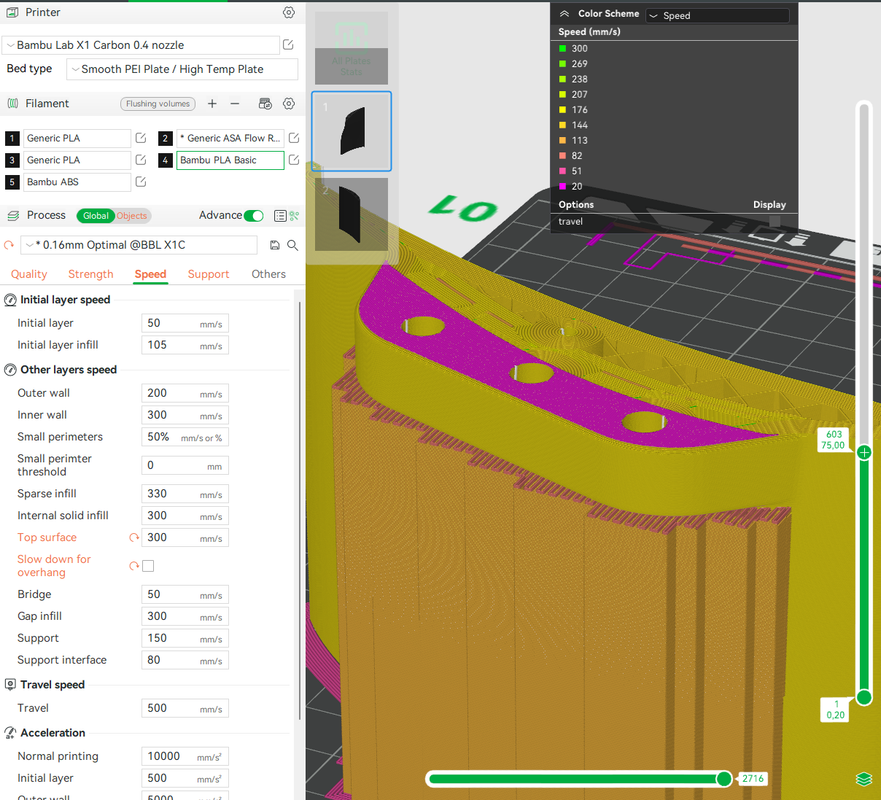 Edit. Oh FFS, it seems that somehow I had ironing on at the "Object" level. DoLittle fucked around with this message at 16:14 on Jan 17, 2024 |
|
#
¿
Jan 17, 2024 16:06
|
|
|
I think this is now good enough to be used. Next up would be the 6 other sections of the wing. This section is 250 mm tall. The big holes will get aluminium tubes. The small hole a steel wire that pulls the whole thing together and glue between the section. Thread inserts for the mount and the end plates. A flat-pack wing you could say. 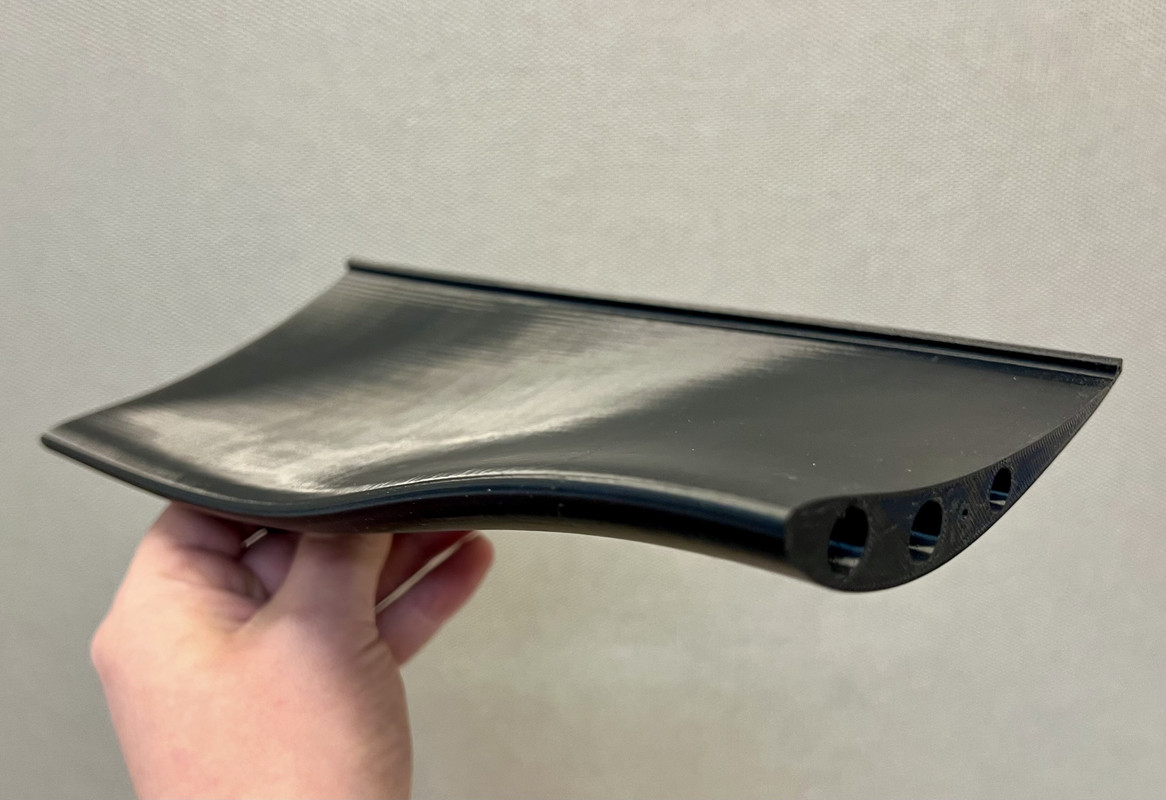 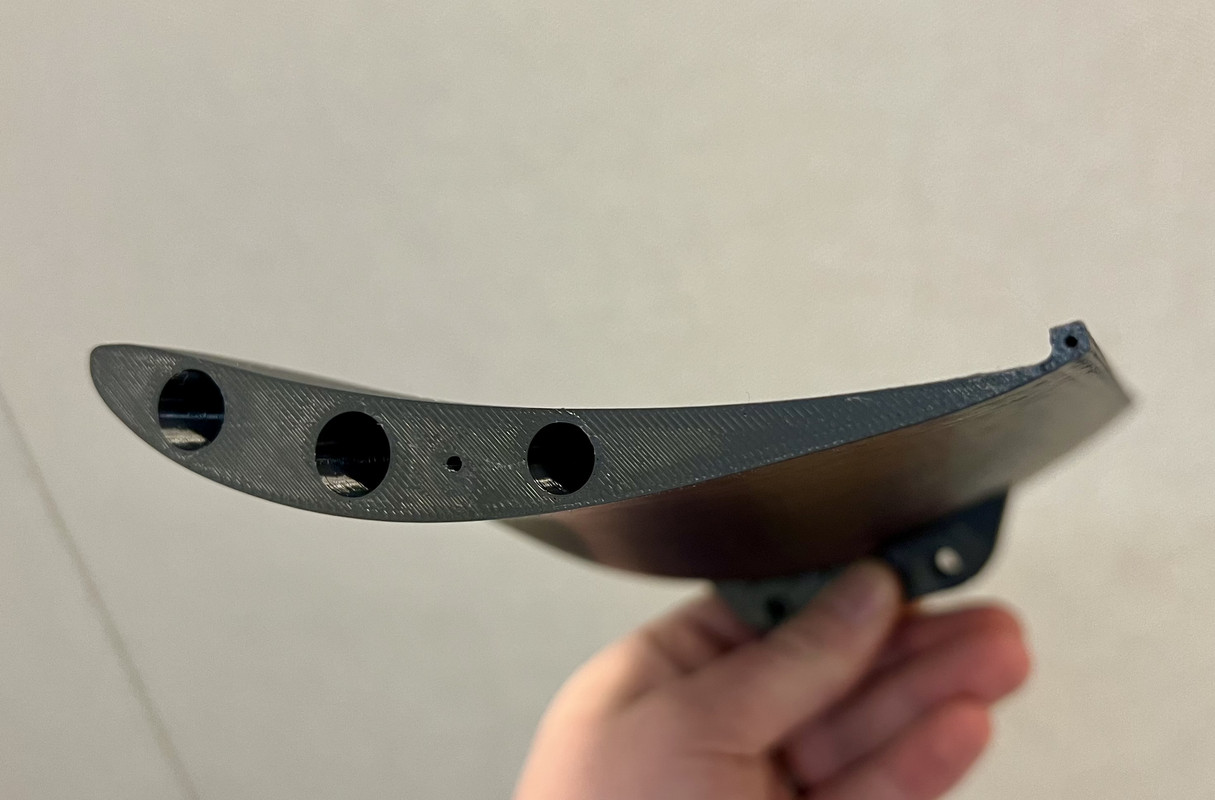 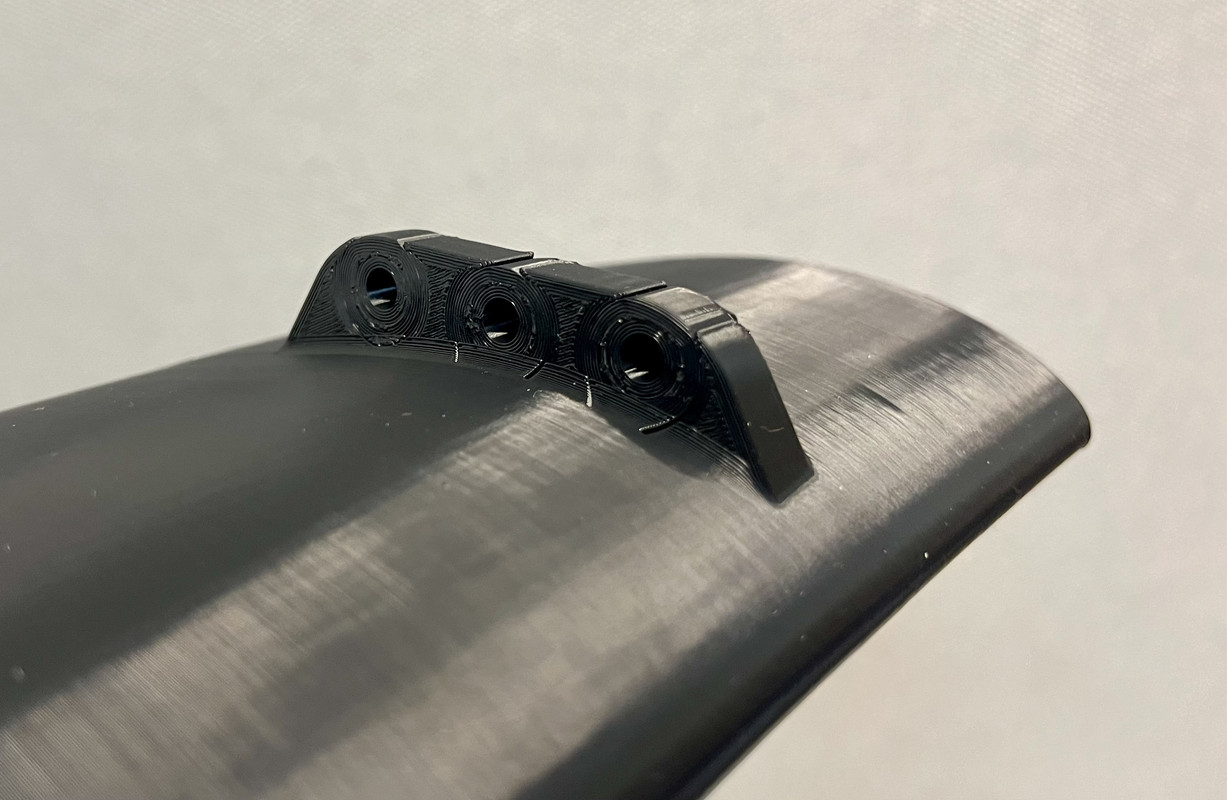 The process has been to put blankets on the printer. Pre-heat by setting the bed to 110 °C for an hour or two. 280 °C nozzle, 100 °C bed, 60 °C chamber and keep layer times low to get good layer adhesion. Layer adhesion seems more important than e.g. number of wall layers for strenght. After the print is finished I set the bed temperature to 100 °C and leave the print on the plate for 4 h or so to let it cool slowly.  Moving to larger airfoils, the flow rate may be more limiting to the print size than the bed dimension because of the need to keep the layer times low. There might be a case for the expensive E3D high flow nozzle to be used. DoLittle fucked around with this message at 08:53 on Jan 18, 2024 |
|
#
¿
Jan 18, 2024 08:50
|
|
|
The airfoil is getting there. Just waiting for the tensioning wire to arrive. The next one might a bigger one printed in the foaming PLA Aero with some carbon fibre on top. Anyone here who has used that?  
|
|
#
¿
Jan 21, 2024 18:59
|
|
|
It is a (lower) rear wing for an older Alfa race car. The rules limit size and placement of wings. Thus it needs a varying angle-of-attack to work as a wing and needs the right dimensions that car and installation. The present shape is based on E423-II profile and whole car CFD simulations. Once it is installed we need to put some flow vis paint on it to see how those match with reality.
|
|
#
¿
Jan 22, 2024 07:18
|
|
|
Opinionated posted:Looks good so far, but hopefully it won't be left out in the sun if it's being printed from lightweight PLA! This one is printed from ASA. So sun should not be an issue. And it will also be covered with a 200 g/m2 carbon fibre layer. For the next one the lightweight PLA is being considered, with a thicker carbon fibre shell. That is, the lightweigth PLA would only be there to give the shape for the carbon layup. It would have very little role in the structural integrity of the final product.
|
|
#
¿
Jan 22, 2024 21:24
|
|
|
PLA/PETG and other similar combinations work fine with adequate purging, but AMS is not compatible with TPU so that is not a option.
|
|
#
¿
Jan 30, 2024 22:06
|
|
|
Not an option for most, but I’ve got mine in an old boiler room in the basement. It has ventilation that is separate from the rest of the building and has a fireproof door and concrete walls, floor and ceiling. Keeps the noise in as well. I also have an air quality meter that stores the measurement history there to see how VOC peak and dissipate when I print things. It hasn’t really shown that high peak values though, except when I’ve been dosing acetone for vapor smoothing of ASA.
|
|
#
¿
Feb 13, 2024 19:33
|
|
|
I don’t think any of them are good for you, but in general hotter the extruder temperature is, worse it is. Styrene things (ABS/ASA) even bit worse than indicated by their extrusion tempereture. ASA doesn’t stink like ABS but it doesn’t mean that the fumes are any less harmful.
|
|
#
¿
Feb 24, 2024 18:36
|
|
|
Ignition temperature should be ~250 C. Should be safe in the dryer. Without knowing the design of the dryer, If some cardboard dust would fall directly on the heating elements it might be possible to ignite it.
|
|
#
¿
Feb 26, 2024 18:58
|
|
|
Why not use microwave? That is what I’ve used and what some dehumidifier pouches recommend.
|
|
#
¿
Mar 1, 2024 15:44
|
|
|
Elem7 posted:I'll have to give this a shot, I haven't used Orca yet but have been meaning to switch. It'd be nice to just transition to not using PLA at all since PETG seems so much tougher while being the same price. I think Bambu Studio has had those same calibrations for a while already. At least in the pressure advance and extrusion calibrations I didn’t notice any difference between the two.
|
|
#
¿
Mar 2, 2024 06:43
|
|
|
Everything except the phone app and firmware updates work on Bambu printers without any cloud connection. Remote operation from PC, live camera etc. work just gine in lan-mode without the cloud.
|
|
#
¿
Mar 28, 2024 20:57
|
|
|
Would be nice to have the quick change nozzles in the X1C as well. I have 0.6 on there for functional PA-CF things after the 0.4 clogged up . Last night got inspired to try some lithopanes but not motivated enough to swap a smaller nozzle.
|
|
#
¿
Mar 30, 2024 14:30
|
|
|
Vorons have been discussed here a few times recently, but any thoughts or experience with Rat Rig? The V-core 4 could provide a big (up to 500x500x500 mm) idex printer with actively heated chamber. Mainly thinking of functional prints in ASA and nylons. X1C could deal with smaller single extruder things and the big printer would not have to be used for everything. https://m.youtube.com/watch?sender_...eature=youtu.be DoLittle fucked around with this message at 09:18 on May 1, 2024 |
|
#
¿
May 1, 2024 09:13
|
|
|
Nerobro posted:Anyones experience with RatRig is not exactly relevant to the V-Core 4. It's a new printer entirely. I can relate my criticisms of the previous ratrig printers, but I don't believe they're relevant for the V-core 4. Thank you for your input! I only meant to compare Voron and Rat Rig as largish coreXY printers that are sold as kits (by third parties in case of Voron). On the surface the V-core 4 seems to address your critisism of the earlier generations, which is probably an indication that the critisism is accurate. I guess no one has a V-core 4 yet, so how it works out in practice remains to be seen.
|
|
#
¿
May 1, 2024 19:01
|
|
|
If you are trying to make big ASA prints you may want to pump the bed temperature higher as at least to me it seems that the edges of the X1C bed are a bit cooler. Otherwise clean bed, brim, glue help. No cooling. PEI and engineering plates work well. I’ve wrapped the printer in blankets and preheated it before starting to get ~60 C chamber temperatures. I still get cracks in the trailing edges of airfoils as the thin tip cools too fast. I don’t see how a bigger than 250x250x250 printer could work in practice for ASA and nylons without a heated chamber if the whole volume is to be used. DoLittle fucked around with this message at 19:02 on May 6, 2024 |
|
#
¿
May 6, 2024 18:57
|
|
|
deimos posted:My voron has printed 330mm wide ASA parts without a heated chamber but with some chamber circulation via filter (same can be achieved on a Bambu with the part cooling fan probably). I just made sure to preheat the chamber for at least 30 minutes. With active heating the pre heat time is significantly shorter. Once I doomify the chamber I should be able to easily hit 85-90°C on my chamber which is mostly metal and some polycarbonate (ezPC which will be replaced with real PC once I get it dialed in). I have spares for every ezPC part just in case I goof the chamber temps, but right now cheap PC (which is to say low temperature PC) prints really well. I’ve used the Bambu auxilary fan to circulate the air during the preheating but I’ve turned it off for the print. Perhaps I should try leaving it on, but some circulation fan that doesn’t blow into the top layer would be much better. It would be easy and safe to add such a fan somewhere near the bottom. I think I will try that.
|
|
#
¿
May 6, 2024 20:45
|
|
|

|
| # ¿ May 14, 2024 17:53 |
|
|
deimos posted:ASA is fine to have fans on if the chamber is around 40-50°C at a moderate airflow. As always... Needs to be tuned per filament. It probably depends on what is printed. E.g. with a 2x3 mm gurney the trailing edges are no problem, but sharp edges without one tend to develop cracks when the print cools.
|
|
#
¿
May 6, 2024 21:59
|
|