


|
If the machine won't run with the "door" open, then you're good. The bigger issue would be people plugging in a -10. offset on Z instead of -.010, and non industrial machines can't usually shrug that off.
|
 #
?
Jul 6, 2017 07:09
#
?
Jul 6, 2017 07:09
|
|


|

|
| # ? May 24, 2024 00:38 |
|
|
Yeah, I assume the sheetmetal part of the enclosure would be fine, but sourcing some strong as nails transparent plastic at a reasonable price might be tricky. I'll definitely have a switch on the door, and check the code kids put in before running it. On a related topic, 8Nm stepper motors with closed loop control are now $300 on ebay. Woot woot. Edit: Am I doing this shimming thing properly? My mill's column is hanging slightly forward. The best information I found on the web with regard to shim sized was a personal account saying "I made em about an inch wide and they worked well". Mine are a bit wider. My mill https://ibb.co/junhaF About to go in, then in. The shims are brass, and everything was tightened down after. I need to make new ones a tad thinner for better alignment. https://ibb.co/eyFDhv https://ibb.co/iGyAUa Mudfly fucked around with this message at 14:12 on Jul 6, 2017 |
|
#
?
Jul 6, 2017 07:49
|
|

|
Mudfly posted:
You could also run the program without a tool in the chuck or with a small piece of plastic in it to demo and check for unforeseen crashes in to clamps etc.
|
|
#
?
Jul 6, 2017 15:55
|
|

|
I have been doing light metal work for a good while, copper iron and steel, and I am looking for a non coal forge. I have made my own tiny forges before and I really dont feel like messing with it. A few years ago I was looking at Chili Forges and they seemed nice, the price has gone up since then though. My question is are they still good forges? I wont be using it for anything too heavy, just mostly some ornamental steel and copper. If not what are some good brands to look at? I saw Diamond Back forges and I liked the versatility of those but it looks like they are out of business? Any help or direction would be much appreciated.
|
|
#
?
Jul 6, 2017 20:03
|
|



|
Applesnots posted:I have been doing light metal work for a good while, copper iron and steel, and I am looking for a non coal forge. I have made my own tiny forges before and I really dont feel like messing with it. A few years ago I was looking at Chili Forges and they seemed nice, the price has gone up since then though. My question is are they still good forges? I wont be using it for anything too heavy, just mostly some ornamental steel and copper. If not what are some good brands to look at? I saw Diamond Back forges and I liked the versatility of those but it looks like they are out of business? Any help or direction would be much appreciated. I bought a Chili years ago and I've been very satisfied with it. I need to re-line it now, but it still works very well.
|
|
#
?
Jul 6, 2017 20:20
|
|


|
This might be a long shot, but I've been cobbling together a thrust bearing "housing" for lack of a better word for a 5/8" steel shaft that's connected to a rather beefy squirrel cage fan. Because I have terrible skills, it's a fidgety, leaks grease and an awful design that I don't necessarily trust for long term use. Mostly, I'm sick of screwing with it and want to move on with the project, does anyone make something relatively cheaply for such an application off the shelf?
|
|
#
?
Jul 7, 2017 01:20
|
|
|
Mudfly posted:I work in education. I've built 3D printers for our school and they've been a great success, I think I'm ready to tackle a small aluminium CNC machine (with ballscrews, steppers, linear bearings, perhaps Mach 3) for use in the classroom. My only concern is safety, after watching some "CNC Crash" compilations. By keeping the spindle tools fairly small, and the RPM fairly low, with a decent sized transparent enclosure cover (overkill, something like 1" of plastic) could it be safe? I imagine the only thing breakable then would be the bit, and a small diameter bit ricocheting around in an enclosure would be ok. As someone mentioned the ability to wreck the machine is very high. You should weigh the cost of buying 2-3 machines versus the education. Personally I think the education value is through the roof because it teaches both engineering and manufacturing skills so you open the eyes of both the mechanically inclined blue collar kids and the math/engineering kids, plus its common to do PCB milling type jobs too, can show soldering and building circuit boards. As you probably know, CAM programs like Fusion 360 allow you to simulate the code before running. Just make sure to have enough z travel to do a couple runs above the part cutting air before finally cutting the metal. EDIT: For $1700 theres also this coming out very soon: https://www.youtube.com/watch?v=_0clzXWSaCw CarForumPoster fucked around with this message at 01:45 on Jul 7, 2017 |
|
#
?
Jul 7, 2017 01:42
|
|

|
Pimblor posted:This might be a long shot, but I've been cobbling together a thrust bearing "housing" for lack of a better word for a 5/8" steel shaft that's connected to a rather beefy squirrel cage fan. Because I have terrible skills, it's a fidgety, leaks grease and an awful design that I don't necessarily trust for long term use. Mostly, I'm sick of screwing with it and want to move on with the project, does anyone make something relatively cheaply for such an application off the shelf? I'm not sure how much load you have, but you could try an oilite flanged bearing and push it into the housing. Mcmaster-Carr has one for like $2. You could go the composite route with an Igus bearing too, or just buy a mounted bearing and add a thrust washer.  Mudfly posted:I work in education. I've built 3D printers for our school and they've been a great success, I think I'm ready to tackle a small aluminium CNC machine (with ballscrews, steppers, linear bearings, perhaps Mach 3) for use in the classroom. My only concern is safety, after watching some "CNC Crash" compilations (https://www.youtube.com/watch?v=BAtb7O_yk8c). By keeping the spindle tools fairly small, and the RPM fairly low, with a decent sized transparent enclosure cover (overkill, something like 1" of plastic) could it be safe? I imagine the only thing breakable then would be the bit, and a small diameter bit ricocheting around in an enclosure would be ok. In high school I learned on a craptastic educational mill. It cut wax and then plastic. Really really soft plastic. I don't think we ever machined any metal. You could absolutely bury the tool into the vise but it had a slip belt so it'd just hum funny like. The tooling was all steel, no carbide, so it'd either bend or just pop the part out of the vice. Taig makes some small machines that might fit your needs. I know nothing about them other then they are small.
|
|
#
?
Jul 7, 2017 12:05
|
|


|
I've been given a Lincoln 225-S that was either made in '81 or '91 (or '71 if they even made them back then? The date code is -104) Is it worth keeping? Seems it can weld pretty heavy stuff, haven't tried it yet besides seeing if it works. I can't think of what I'd want to do with it besides use it to fabricate more fabrication tools. All i've ever done is tack welded stuff but having it makes me want to learn to weld at the least. Is there a better way to learn than just grabbing structural plate/angle/tube pieces and joining them? I've got a chop saw that I can get a disk for an a small band saw. I've also got an acetylene torch, but no oxygen. Going to read up some on what to do.
|
|
#
?
Jul 8, 2017 00:55
|
|


|
Could you take a cheap used CNC lathe (https://www.machines4u.com.au/view/advert/Mazak-CNC-lathe/270284/) and convert it to a manual lathe? You know, just rip out the servo motors, maybe replace them with steppers, / arduinos (power feed) do a bit of angle grinding here and there and you'd have a really nice and accurate addition to your home shop. 
|
|
#
?
Jul 8, 2017 03:30
|
|
|
Mudfly posted:Could you take a cheap used CNC lathe (https://www.machines4u.com.au/view/advert/Mazak-CNC-lathe/270284/) and convert it to a manual lathe? You know, just rip out the servo motors, maybe replace them with steppers, / arduinos (power feed) do a bit of angle grinding here and there and you'd have a really nice and accurate addition to your home shop. Probably not, the ball screw pitch is much higher and the friction much lower than a typical lead screw. 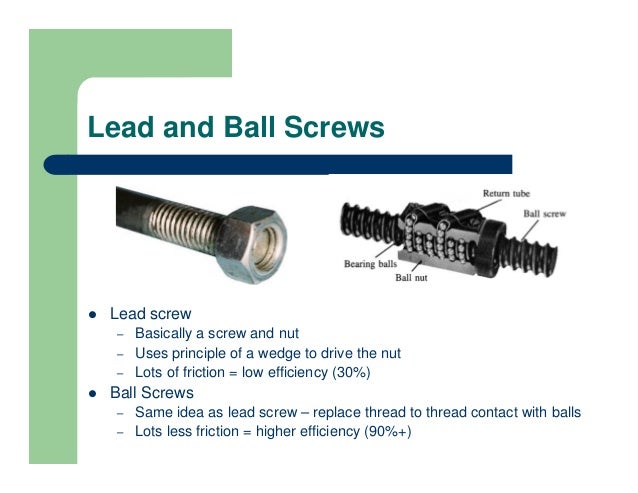
|
|
#
?
Jul 8, 2017 03:36
|
|
|
M_Gargantua posted:I've been given a Lincoln 225-S that was either made in '81 or '91 (or '71 if they even made them back then? The date code is -104) If you've got the room, and the will to play with it, why not? Free is a great price and they don't go bad just sitting in a corner. Nobody is gonna pay much for a 30 year old tombstone welder anyway.
|
|
#
?
Jul 8, 2017 04:03
|
|
|
CarForumPoster posted:Probably not, the ball screw pitch is much higher and the friction much lower than a typical lead screw. I had never heard of ball screws and got real excited because it looks like the exact kind of thing I would love to get just to mess around with, then real disappointed when I found out even the cheap lovely ones are like $50 
|
|
#
?
Jul 8, 2017 04:05
|
|

|
CarForumPoster posted:Probably not, the ball screw pitch is much higher and the friction much lower than a typical lead screw. I'd upgrade probably not to definitely not, the friction is so high it'll actually be herky jerky under your (at least mine anyway) puny human arms. I've talked with folks on a local machinist board who've tried it and ended up just scrapping the drat thing(s).
|
|
#
?
Jul 8, 2017 04:06
|
|
|
CarForumPoster posted:Probably not, the ball screw pitch is much higher and the friction much lower than a typical lead screw.
|
|
#
?
Jul 8, 2017 04:09
|
|
|
Pimblor posted:I'd upgrade probably not to definitely not, the friction is so high it'll actually be herky jerky under your (at least mine anyway) puny human arms. I've talked with folks on a local machinist board who've tried it and ended up just scrapping the drat thing(s). Its definitely a bad idea, agreed...but I think you mean low? Ball screws have very low friction and the ways (should) be riding on a coat of oil. Its herky jerky because the ratio of your input to machine movement is much higher. Mudfly posted:True, could be solved with some nema 34s and a few 100:1 planetary gearboxes though (8Nm x 100). Or even just a planetary gearbox and some machined handles. If you went the electronic route I think a PS4 controller attached to the steppers would be mandatory. Forgive the attitude but... Why would you take something that is as awesome at productivity and money making as a CNC lathe and spend actual real money not getting it working but rather converting it to a hilariously worse by every measure lathe? CarForumPoster fucked around with this message at 04:16 on Jul 8, 2017 |
|
#
?
Jul 8, 2017 04:13
|
|
|
Mudfly posted:I work in education. I've built 3D printers for our school and they've been a great success, I think I'm ready to tackle a small aluminium CNC machine (with ballscrews, steppers, linear bearings, perhaps Mach 3) for use in the classroom. My only concern is safety, after watching some "CNC Crash" compilations (https://www.youtube.com/watch?v=BAtb7O_yk8c). By keeping the spindle tools fairly small, and the RPM fairly low, with a decent sized transparent enclosure cover (overkill, something like 1" of plastic) could it be safe? I imagine the only thing breakable then would be the bit, and a small diameter bit ricocheting around in an enclosure would be ok. I have built several CNC tools (mill, lathe, plasma, router of the style you are talking about) and used a CNC mill and manual machines when in my high school shop class. In my opinion, any machine tool that does useful work will be a hazard if not properly guarded. I don't know what type of education you are working in, but a milling machine would not be a good addition to an elementary classroom while junior/high school shop class would be fine. If you want a demo system, you could test the tool paths prior to showing in class and eliminate most of the crash type risks and that might be fine for elementary. For what you are talking about, small cutters are good, but don't try low RPM. Low RPM and small cutters leads to many broken cutters. Using a 10k to 25k rpm spindle (trim router or equivalent) you can run a 1/8" cutter reasonably well in most materials. Going much lower in RPM leads to _very_ slow feed rates to keep the chip load low enough to keep the cutter from breaking and that leads to its own problems with chip clearance and feed smoothness. When a 1/8th" cutter breaks, it just goes "snap" and there is not much mass or energy in the cutter to go flying around. For an example of what would happen with one of these systems see 0:46 in the video you posted. You can see the cutter get buried in work and just snaps and that is likely a 1/4" cutter. Even 1/8" plexi would stop the fragments from that cutter, but 1/4" would be good for a safety factor. 1" is complete overkill unless you are talking about some massive mill or lathe. I would still have anyone using/close to the machine wear safety glasses though. I run a mill at home with 2HP, 3/8th" cutters at 6000rpm and have a 1/8" lexan door. I have broken many cutters and have never had an issue with anything coming through but I still wear my safety glasses. A lathe is much more dangerous from a potential energy perspective as it spins up the work piece to be cut. If you have 30lbs of steel spinning at 2500 rpm that makes a break for freedom, you will have a bad day. Most of the scary crashes in the video you linked seemed to be lathes. The mill ones were very large machines and/or had work very poorly held. Another thing to think about is the noise produced by the machine. Typically, a light machine like you are proposing is loud. Really loud. Resonance in the structure and high RPM spindles tend to make a bit of a racket. Hearing protection may be required if cutting harder materials like aluminum, plexiglass, or hard wood. Suggestions: 1. Consult a professional (machinist) before taking a system to a school environment. 2. Keep system guarded and have everyone around wear PPE 3. Check the backplot before running a program. This will prevent 90% of crashes. 4. Cut soft materials 5. Use small cutters (low potential energy) 6. Use conservative feed rates 7. Use the right coolant for the job 8. Do it. Shop class was the best thing for me in school.
|
|
#
?
Jul 8, 2017 05:32
|
|

|
Mudfly posted:Could you take a cheap used CNC lathe (https://www.machines4u.com.au/view/advert/Mazak-CNC-lathe/270284/) and convert it to a manual lathe? You know, just rip out the servo motors, maybe replace them with steppers, / arduinos (power feed) do a bit of angle grinding here and there and you'd have a really nice and accurate addition to your home shop. Simply: Yes. Detailed: The easy way is to replace the servos (if broken) with steppers and drive it all from LinuxCNC or Mach3. This is not cheap. A machine like this will have 1-2hp servo motors but for a home shop you could downgrade that a bit. It would reduce the throughput though. The better way is to replace the control with LinuxCNC and use the servos/drives that are in the machine if salvageable. This assumes the control is dead and the rest works. With a $2000 CNC lathe, it is best to assume the works is shot. From the control to the way surfaces and ball screws. Now we need to talk about the spindle. A Mazak 30 has a 22kW 3phase spindle motor. Now this will have a VFD for RPM control, that is still about 30HP and will require a 3 phase mains feed. I understand that 3 phases feeds are more common in Australia, but 30HP would tax most residential feeds I would think. I brown out the neighbors if I fire up my 22hp spindle without ramping it in Canada with a 240V/200A single phase feed. You can limit the HP but that would require replacing the spindle drive or changing its parameters if possible. Once you have done all that, you can use a MPG to get manual like performance. I use this mode all the time along with conversational programming to run simple facing/turning/slotting/milling ops. The pulse generator acts like the hand wheel on the machine. If you are asking if you can just rip out all of the CNC stuff and install handwheels, the answer is no. Ball screws are very efficient (>90%) and can be back driven very easily due to this. Axis must always be held locked to keep from moving unlike a manual mill with ACME thread screws (10-80% max, 20-40% typical efficiency)
|
|
#
?
Jul 8, 2017 06:01
|
|
|
CarForumPoster posted:Its definitely a bad idea, agreed...but I think you mean low? Ball screws have very low friction and the ways (should) be riding on a coat of oil. Its herky jerky because the ratio of your input to machine movement is much higher. Yes, you're right of course. I suspect these machines were completely clapped out so that probably didn't help either.
|
|
#
?
Jul 8, 2017 13:55
|
|
|
oh man oh man I think a treadle lathe is maybe the first and last application where a wee lil Taig lathe edges out anything else. Human-powered tooling is just silly when we've got cheap, reliable and small electric motors everywhere, but... heck it's so satisfying to use!! Ambrose Burnside fucked around with this message at 20:56 on Jul 8, 2017 |
|
#
?
Jul 8, 2017 20:48
|
|

|
i'm going down a futile and counterproductive rabbit-hole and i'm going to force you all to come along 
|
|
#
?
Jul 8, 2017 21:31
|
|
|
Ambrose Burnside posted:i'm going down a futile and counterproductive rabbit-hole and i'm going to force you all to come along What's that thing up on the pole, some kind of optional pulley? e: Actually it looks like where a belt would connect if it were in one of those old factories that were all driven by a single massive engine turning a system of shafts and belts, I guess it's that?
|
|
#
?
Jul 8, 2017 21:53
|
|
|
ate all the Oreos posted:What's that thing up on the pole, some kind of optional pulley? it's described as a "shepherd's crook-style crane". at first i thought it was some sort of weird pre-electrification work lamp but yeah it looks like an adapter of sorts for the transition from powertrain flatbelt -> spindle drive round belt. awful flimsy support for that kind of thing, but I suppose if it's being tensioned in two directions by different belts that doesn't matter much.
|
|
#
?
Jul 8, 2017 22:16
|
|
|
Ambrose Burnside posted:i'm going down a futile and counterproductive rabbit-hole and i'm going to force you all to come along This one at least looks like a watchmaker's lathe, so human power is probably appropriate since in those situations you're using tools the size of a toothpick and .002" is a deep cut.
|
|
#
?
Jul 8, 2017 22:19
|
|


|
Ambrose Burnside posted:oh man oh man This owns
|
|
#
?
Jul 9, 2017 13:59
|
|
|
ZincBoy posted:Now we need to talk about the spindle. A Mazak 30 has a 22kW 3phase spindle motor. Now this will have a VFD for RPM control, that is still about 30HP and will require a 3 phase mains feed. I understand that 3 phases feeds are more common in Australia, but 30HP would tax most residential feeds I would think. I brown out the neighbors if I fire up my 22hp spindle without ramping it in Canada with a 240V/200A single phase feed. You can limit the HP but that would require replacing the spindle drive or changing its parameters if possible. Good points. For comparison for US people wanting a home shop (My example is a bit of an oversimplification): Most homes here in the US have a 30A 220V 1Ph plug, and I'm guessing most home gamers don't want to do electrical work. Assuming a 75% power factor. 30A*220V*.75=4950W=6.6HP In reality the max is probably less than that and also in reality you have high in rush current even with a VFD. For thought heres the power curve of the just the spindle on one of the smallest mill HAAS offers. 
|
|
#
?
Jul 9, 2017 14:09
|
|
|
So theoretically, if I restore the old 15kW 480/220 3 phase diesel generator at my parents house I could run some really nice shop gear off of it? I'm an EE so its something I've considered for a while but now I feel I might have a good reason too.
|
|
#
?
Jul 9, 2017 16:17
|
|
|
M_Gargantua posted:So theoretically, if I restore the old 15kW 480/220 3 phase diesel generator at my parents house I could run some really nice shop gear off of it? I'm an EE so its something I've considered for a while but now I feel I might have a good reason too. Yes although I've read on forums there are sometimes power conditioning/leg voltage differential requirements for the mains power to the machines. Certain CNC mills are said not to like rotary 3 phase generators for this reason and there are "CNC" and "non-CNC" rated rotary 3 phase generators. As an EE I am sure you can sort this out though. Sounds like an awesome project.
|
|
#
?
Jul 9, 2017 16:40
|
|
|
CarForumPoster posted:This owns IIRC Taigs were originally intended for use with 1/8-1/6 HP motors (altho 1/4 HP is now standard) so i don't think you'd even lose a ton of power converting it to a treadle Chuck an old bicycle derailleur somewhere in there between treadle and spindle pulley and now you got a treadle that idles once you're up to speed -and- variable gearing to salvage torque at low RPMs. Chuck a unimat-style threading attachment on there and you got footpedal-driven full functionality (i have an unhealthy fixation on fairly sophisticated human-powered tools like this, so it's fortunate they all take up a ridiculous amount of space and I'll [probably] never be able to entertain ill-advised fever dreams of Excercise Bike Bandsaw/Die Filer/Scrollsaw Workstations and so on) Ambrose Burnside fucked around with this message at 19:39 on Jul 9, 2017 |
|
#
?
Jul 9, 2017 19:07
|
|
|
e: accidental double-post, but whatever Hey Brek (n others), do you have opinions on the Sherline threading attachment? If I get any lathe, thread-cutting is kinda non-negotiable, and a quick online browse brings up mixed reviews (most of the negative being from people struggling with assembly-related issues) e^2: Entirely unrelated to the above: I remember people on here talking about being frustrated by the lack of small indexable carbide end mills for hobby-scale mills. If I have access to a cyl grinder/surface grinder and a spindexer, is there any reason I couldn't hypothetically reduce the shank of an ordinary 3/8" cutting dia./1/2" shank indexable mill to be 3/8" along its length for compatibility with ER-16 collets? Ambrose Burnside fucked around with this message at 20:53 on Jul 9, 2017 |
|
#
?
Jul 9, 2017 19:28
|
|
|
I have the Sherline threading attachment, and just about every other attachment for the lathe and mill. It works well, but you do turn the spindle manually, so your arm can get tired. It's good if you don't have access to a big lathe, but you can't hog things out and need to do many passes. The good thing though, is that you can remove the chuck to test the piece if you need to and won't loose your thread location like you would removing the piece from the chuck. I have a setup for it where you don't need to remove the motor to use it. I did a lot of internal threads with it using a Kaiser thinbit turning tool, which are amazing.
|
|
#
?
Jul 9, 2017 23:39
|
|
|
first day at a new gig running acrylic parts, and: curse this devil material at least it doesn't give splinters like metal does, i'll take what I can get
|
|
#
?
Jul 11, 2017 23:18
|
|
|
Ambrose Burnside posted:first day at a new gig running acrylic parts, and: curse this devil material I was (engineer now) pretty good at CNC machining of metal and can make a mill tap do some pretty cool things in stainless quieter than most would think. ...I learned I cant make a decently finished plastic part to save my life in basically any material except Teflon sheet. I see shops that run plastic and wood a lot on cheaper, less rigid machines and it's beautiful.
|
|
#
?
Jul 11, 2017 23:41
|
|
|
The trick is a sharp as gently caress tool for acrylic, low cut pressure too or it will shatter. Then polish that poo poo with some acrylic compound and a cotton wheel. Edit: in my experience
|
|
#
?
Jul 12, 2017 00:15
|
|

|
The program i'm running was troubleshot for me after some grief and the parts come out with a fantastic finish that looks a step removed from flame-polishing, it's real good. I have no idea what the secret to that is, tho, beyond using tools for plastic and plastic alone and honing em if they so much as graze the tooling plate e: and of course today a couple parts come out like junk because the flycutter dulled an infinitesimally-small amount. now i'm using a loupe to make sure it's in good shape periodically lol Ambrose Burnside fucked around with this message at 19:23 on Jul 12, 2017 |
|
#
?
Jul 12, 2017 00:19
|
|
|
If there's any engineers in here who write prints with a bunch of +.001, -.000, +/-.001 tolerances on MIM parts or forgings, do me a favor and hit yourself in the head with something really hard.
|
|
#
?
Jul 13, 2017 13:21
|
|
|
I'm at the point where I'm tempted to just not specify tolerances at all since nobody follows them anyway.
|
|
#
?
Jul 13, 2017 15:22
|
|

|
My pet peeve is shops that still require fully dimensioned engineering drawings even though the step file already has all the dimensional data :<
|
|
#
?
Jul 13, 2017 16:23
|
|

|
rawrr posted:My pet peeve is shops that still require fully dimensioned engineering drawings even though the step file already has all the dimensional data :< How will they know if they made something in tolerance if you dont have a drawing? This sounds like literally every reputable, professional shop to me. EDIT: I am assuming theres no stepfile that includes tolerance like some native solid model programs do?
|
|
#
?
Jul 13, 2017 19:07
|
|
|

|
| # ? May 24, 2024 00:38 |
|
|
If something requires particularly strict tolerances (or, say, tapped holes) then I'll include a drawing to call it out, but otherwise it's a waste of time to dimension everything as if something is being manually machined. It's not like when they're programming the part based on the step file that they need to know that the holes are 5mm and 20mm away from eachother.
|
|
#
?
Jul 13, 2017 19:45
|
|