


|
McSpergin posted:Ultimately I'm just looking for something that can do all 3 so I can learn stick and TIG while also practising MIG. I have only done MIG in the past as it was all we used at my last job for primary work whereas the TIG was minimal (aluminium hose trays and 316 piping) What is your price range? I know Everlast has a 3-in-1 machine, quality wise Everlast seems mid-range, usual china made stuff, but thats still around 1100$ in the US and it lacks HF start and AC capability for aluminum tig welding. I do think your best bet is to look for a TIG/Stick combo, AC/DC and a separate MIG welder, spread out the purchases over time. Check the used market for professional grade welders for cheap.
|
 #
?
Aug 30, 2017 07:25
#
?
Aug 30, 2017 07:25
|
|


|

|
| # ? May 26, 2024 00:57 |
|
|
His Divine Shadow posted:What is your price range? I'm looking to gradually build up a set of gear so I am slowly acquiring power tools and such. I guess for a reasonable mig I'd be happy under $1000, TIG/Stick probably much the same. AUD of course. I've heard decent things about Cigweld and Bossweld. As well as Unimig, we used to use something else at work but they were expensive machines. One of the guys at work had a $800 3 in 1 that he raved about, this was an older guy too, had been in the trade for probably 20-30 years (don't know how old he is!) and he was doing the sort of stuff I want to do (basic frames etc)
|
|
#
?
Aug 30, 2017 13:27
|
|


|
Ziggy Smalls posted:The only CC/CV welding machines that I've heard good things about are the ESAB ones. There's a Lincoln that Jody lines a lot, the 210MP http://m.lincolnelectric.com/en-us/equipment/multi-process-welders/Pages/power-mig-210-mp.aspx $1500, MIG, TIG, stick, but no AC. Touch start, which actually works from what I've read.
|
|
#
?
Aug 30, 2017 14:46
|
|



|
Is touch start the same as lift-arc?McSpergin posted:I'm looking to gradually build up a set of gear so I am slowly acquiring power tools and such. Maybe you should ask that guy what kinda welder he has and get the same? I'm betting though at said price point it's a bit like a lottery with quality variation from welder to welder.
|
|
#
?
Aug 31, 2017 06:42
|
|
|
McSpergin posted:I'm looking to gradually build up a set of gear so I am slowly acquiring power tools and such. I have a Cigweld Transmig175i, it runs on 240v with a 15amp plug, and cost $950 +gst. It comes with everything needed to run Mig and stick, but no tig torch (and the one I have wont suit this welder or I would have tested it too).   I did a bit of a weld test on some 3mm hot rolled, no cleaning or removing millscale.  0.8mm gasless  2.5mm 7016 @ 80 amps(low hydrogen)  2.5mm 6013 @ 80 amps  0.8 ER70S-6 solid wire  3.2mm 7016 vertical up  3.2mm 7016 vert up etch  1.0mm ER5356, I changed the feed roller to the correct one, but ran it through the steel liner in the gun. The Aluminium was 6mm, and was pre-heated with another run on the back of the sample  Its not the best welder that I have ever used, but its not the worst, and I definitely didn't grind the earth pin down and plug it into a 10amp plug. sharkytm posted:There's a Lincoln that Jody lines a lot, the 210MP http://m.lincolnelectric.com/en-us/equipment/multi-process-welders/Pages/power-mig-210-mp.aspx I don't think we get the 210MP in Australia, most of the smaller Lincolns are powercraft or some such.
|
|
#
?
Sep 2, 2017 10:53
|
|

|
Dont grind down the earth pins. Just go to bunnings, but 1M of HD extension cable from the spool, a 15A female plug and a 10A male plug. My shed wired for 15A sockets, but I've got one of those magical cords for when i need to lug my welder to a friends place who only has 10A. Works fine till you ask it to do 180A, then its not so happy. (Lincoln 180c- Over the moon happy with it as a mig machine for the last ~7 years ive owned it)
|
|
#
?
Sep 2, 2017 23:33
|
|
|
I have a friend who is into some sort of "iron butt" thing that involves driving across the US on a motorcycle. Apparently he needs a simple square aluminum external gas tank, nothing particularly fancy to pass this challenge and as asked me to help. Other than my terrible skills, what do I need to consider here? I have a tig welder and a band saw, I feel like I'm missing something given that people charge upwards of hundreds of dollars to craft these things.
|
|
#
?
Sep 3, 2017 03:58
|
|
|
Pimblor posted:a simple square aluminum external gas tank, The tank part is pretty straight forward and exactly what you're thinking. I recommend bending where you can so it's fewer seams to weld. You may want some internal features to keep the outlet submerged but it's probably not an issue if this tank is feeding the OEM tank and it's mostly highway riding. Project binky did an awesome job walking through fuel tank design. You probably won't have their strict size and shape requirements since it's external. Here's a link: https://youtu.be/I_ajcKhHLjU
|
|
#
?
Sep 3, 2017 04:56
|
|
|
I've noticed a few of the posters here have engineering degrees and work in machine shops of some sort. I was wondering what qualifications you have, if I'm allowed to ask career questions here? (and are there better places to ask?) I have a mech. engineering degree but I'm a teacher (and tiring of it). I'd like to study up and make a switch to something else, perhaps starting with a CNC tafe qualification.
|
|
#
?
Sep 3, 2017 13:36
|
|
|
Electrical Engineer with Aerospace minor plus an automation AAS here. On top of that, ISO training, 6 sigma, lean, plus whatever else needs to get done. My learning has come from necessity. It's a smaller shop (30 employees) so on Friday for example I spent an hour testing rust preventatives in a climate chamber (of my own design) then 5 hours assisting our maintenance guy to tune in a 5 shoe spindle on a massive centerless grinder then an hour on a West German surface grinder to clean up a bearing slide. Then at the end of the day I answered emails, worked on some quoting, and helped the secretary find where the dead mouse went. I think some essential skills would be 3d modelling, either Solidworks or Fusion360. Familiarity with G-Code, program design, the manufacturing process, and just the lingo. When I talk carbide grades, or wheel dresses, or Q factor, it's cool to not have to explain it. Also having a library of poo poo you've done is also helpful. There's a stigma I've seen in regard to people in education that they work on a different time scale than industry. I sit on an advisory board at a local college and it's something industry brings up a lot. You can totally do it tomorrow on an education plan. There's no way I can leave some days and not expect the customer to dump my rear end. We do our best to avoid it but once every couple of years we go into beast mode to solve a problem and knock parts out. Personally I'd look at niche. Don't be just another person who can program a 3 axis Haas. Be a person who can do 5 axis, or swiss turning, or grinding, and really know it. Not just, "this works" but know it, like "here's the differential equation to prove the approach angle on the tool and by the way it'll save you $50k a year in tool costs." Then suddenly you make the company more money, you get poo poo done, and they can trust you. Be that machinist. There's also an engineering thread in the Ask/Tell / BFC.
|
|
#
?
Sep 3, 2017 15:11
|
|


|
Mechanical engineering focusing in manufacturing, with a ton of side work at machine shops through highschool and college. I do applications engineering for a big machine tool manufacturer, developing and setting up turnkey processes for production machining. Currently installing a project that was set to do 1.5 million parts per year, automotive work. They just increased the requirements, still working out what we'll get out now. I spent Friday installing the first hydraulic fixture then analyzed inspection data to confirm we're making good parts to 1.33 Cpk (we are. Tolerances are pretty open on this part, I'm used to 1.67.) The degree got them to look at my resume, the shop time got me hired. My reqs are a bit different since my job is very focused: Ihandle everything in the workzone, from programming and tools to part quality, but don't do anything with maintenance or automation. G code and CAM (we use mastercam), cutting physics, basic cutting tool design, a good understanding of stress and strain, basic Solidworks and mechanical design. Strong computer basics: we do a lot of data analysis and basic macro programming. The other big things are GD&T and stats. Know MMC and LLC, how to inspect tolerances on the surface plate, Cpk vs Ppk. CMM programming is a plus. Agreed with Yooper on timeline and urgency. We live and die on three things: part quality, cycle time, and schedule. Any issues with any of those can cost our customers an incredible amount of money. My job is cyclical: I work a ton when there's urgent work, or there's not much to do and I take it easy. Not much in between.
|
|
#
?
Sep 3, 2017 17:08
|
|


|
bred posted:The tank part is pretty straight forward and exactly what you're thinking. I recommend bending where you can so it's fewer seams to weld. You may want some internal features to keep the outlet submerged but it's probably not an issue if this tank is feeding the OEM tank and it's mostly highway riding. Thanks for that, great video. That looked insanely complicated and I'm going to need to come up with a sheet metal brake I see. Would those rib bosses be necessary on a small tank made out of .080" 6061? Starting to get an idea why these custom tanks cost $3-500 and the guys that make them are booked solid for months.
|
|
#
?
Sep 3, 2017 17:30
|
|
|
As long as you're not a floor production operator, manufacturing is a seriously underrated field and if you enjoy analytical problem solving under heavy time pressure and the rush of pulling rabbits out of hats, you owe it to yourself to try life in the automotive supply chain at least once.
|
|
#
?
Sep 3, 2017 17:37
|
|

|
Remember, that Binky video is about the primary/only tank for a fuel injected car so they have to interface with a high pressure fuel system and plan for sloshing during turns. Bikes don't have the same lateral forces because they tilt to turn so the forces are still mostly down relative to the chassis. Also, I'd assume this iron butt style riding would have minimal turning. If you're just gravity feeding to a carb like most old motorcycles, you have one outlet and no return and just have to plan for sloshing with maybe some dangling volume much lower than the rest of the tank. Take a look at this dirt bike tank: http://www.trail-pro.com/wp-content/uploads/2013/03/2.jpg Now this U shaped volume becomes two volumes as the fuel level dropps below the upper area so some have some plumbing to connect to both low points. On one of my old bikes, I would just have to tilt the bike over for a few seconds to transfer fuel to the other side.
|
|
#
?
Sep 3, 2017 17:53
|
|
|
Mudfly posted:I've noticed a few of the posters here have engineering degrees and work in machine shops of some sort. I was wondering what qualifications you have, if I'm allowed to ask career questions here? (and are there better places to ask?) I have a mech. engineering degree but I'm a teacher (and tiring of it). I'd like to study up and make a switch to something else, perhaps starting with a CNC tafe qualification. Been working in a machine shop a since I was 17, am now 33, went to a vocational high school. In the US, there's really no specific certification for machinists (which is pretty dumb imo). What Yooper said about niche kinda worked out for me. I just happened to get hired by a shop that pretty much only does Wire Edm, which, even though the tech had been around since the late 70s, is still a mystery to a lot of people in manufacturing. And I have that poo poo down. Never went to college, but feel I'm doing pretty well for myself, money wise. Plus I don't hate my job, which is nice. A Proper Uppercut fucked around with this message at 20:00 on Sep 3, 2017 |
|
#
?
Sep 3, 2017 19:52
|
|

|
Mudfly posted:I've noticed a few of the posters here have engineering degrees and work in machine shops of some sort. I was wondering what qualifications you have, if I'm allowed to ask career questions here? (and are there better places to ask?) I have a mech. engineering degree but I'm a teacher (and tiring of it). I'd like to study up and make a switch to something else, perhaps starting with a CNC tafe qualification. If you get into the manufacturing world it should be because you like solving problems quickly in a "this mostly works" type way. It is also somewhat lower on they payscale, generally. Overall I left for a more analyst type position in aerospace and I'm glad I did. Now for my take on the question you asked: I'm a Mech E who used to work for a very large tech company as a manufacturing engineer programming CNC machines and a sand blasting line as well as some 3D surface metrology. I went to a vocational school for machining between high school and college. -Essential skills were decent knowledge of solid modeling and thorough knowledge of a CAM program. My flavor was/is MasterCam. -Watch these videos: https://www.youtube.com/watch?v=Kg6j0EPFjBM&list=PLD732011A176AFD7B -Understand constant engagement angles if youre milling. -This was an R&D shop so GD&T and Cp/Cpk were not as important, but everywhere else they are. -Being able to write macros on a Fanuc control was pretty useful. Especially for probing routines used to set up or measure parts. -Understanding the state of the art in tooling and why you use which coating when. When do you use certain geometries of tools.
|
|
#
?
Sep 3, 2017 20:19
|
|

|
More on the niche, there's a local shop that's very successful and the owners business strategy is he only accepts work that a person can't lift. All of his machines are big. His lathes could spin my car. He has a mill the size of my house. The ceiling crane could list most machine shops. On the other side the tolerances aren't as ridiculous as some of the smaller stuff can be. That and big stuff means expensive stuff. He'd much rather turn one large part than 1000 small ones. On the down side they never close the doors in the shop year round. January is a special sort of exciting in that shop, but even with that he has some extraordinarily talented machinists.
|
|
#
?
Sep 3, 2017 22:26
|
|
|
Mechanical engineer with solidworks CSWP qualifications and experience in manufacturing industry. And a few boiler maker friends willing to spend time to educate ")
|
|
#
?
Sep 4, 2017 06:21
|
|
|
Also I have a bit of experience as a CNC programmer as I did it for the last 2 years of my degree.
|
|
#
?
Sep 4, 2017 06:22
|
|
|
Yooper posted:More on the niche, there's a local shop that's very successful and the owners business strategy is he only accepts work that a person can't lift. All of his machines are big. His lathes could spin my car. He has a mill the size of my house. The ceiling crane could list most machine shops. On the other side the tolerances aren't as ridiculous as some of the smaller stuff can be. That and big stuff means expensive stuff. He'd much rather turn one large part than 1000 small ones. There's a shop near me that's found great success chasing exactly the opposite strategy, runs of small parts that would overwhelm a job shop but are too small for the factories ordering them to even think about setting up tooling for. They look for 5k-200k piece order sizes and the whole place is nothing but cam-operated screw machines. It's unbelievable to watch how fast their techs can set up for a different part, those guys would have a pretty good career in ballet waiting for them if they ever got tired of machining. This is part of their shop. 
shame on an IGA fucked around with this message at 18:11 on Sep 4, 2017 |
|
#
?
Sep 4, 2017 18:05
|
|
|
I've got an advanced cert in artist blacksmithing, some accredited jewellery/silversmithing courses but not enough to earn a formal credential, and at the end of this year i'll have a diploma in CNC/Precision Machining (what tool/die certifications turned into here in Canada now that we don't pretend there's much demand for diemaking any more). Figure i'll turn that machinist's degree into a proper Mech Eng Tech degree b/c it's just an extra year of school, and if i wanted to bridge over to doing a B.Eng it'd only take two years on top of that, which ain't too bad. If the loans hold out and I can hack the more rigorous academic side of things I might as well, once that door closes it's real hard to open again. Beyond education, I've been an artisanal metalworker of one sort or another for... christ, 7-8 years at this point, longer if you count weaving chainmaille. I've got a pretty solid multi-medium portfolio built up and probably hundreds of commissioned pieces sold and floating around out there. I'm also pretty proficient at small-scale chasing and repousse, which is notable because it's a remarkably-dead niche of a generally-quite-dead artistic craft with few craftspeople still doing it in the West. I've taught small groups of people blacksmithing and basic silversmithing/jewellery-making techniques, and I've delivered a multi-day chasing/repousse module to a larger group of about 20 blacksmithing students. Teaching people traditional metalworking is absurdly rewarding and fun but I was lucky enough to have someone else provide the tools and consumables for the large repousse group, don't know how I'd be able to swing that again. Irt machining experience I'm much newer to things, but I just finished a contract up at a hospital prototyping/research shop, which was incredibly cool, and I've also worked as a class aide/toolroom attendant at technical colleges. They were all pretty solid gigs given my lack of education/experience but it isn't hard to get stuff like that as a student if you kiss a lot of asses and show profs/faculty that you do good work, learn quick, and (this is extremely important) know how to push a broom at the end of the day. Ambrose Burnside fucked around with this message at 18:45 on Sep 4, 2017 |
|
#
?
Sep 4, 2017 18:38
|
|

|
shame on an IGA posted:There's a shop near me that's found great success chasing exactly the opposite strategy, runs of small parts that would overwhelm a job shop but are too small for the factories ordering them to even think about setting up tooling for. They look for 5k-200k piece order sizes and the whole place is nothing but cam-operated screw machines. It's unbelievable to watch how fast their techs can set up for a different part, those guys would have a pretty good career in ballet waiting for them if they ever got tired of machining. I loving love screw machines.  I toured a plant that makes oil pump parts and holy poo poo, screw machines are the pinnacle of manual production machine technology. Only that ridiculous tracing 5 axis setup for making turbine blades in the 1940's was cooler. It's a shame the old Atlas machines are being replaced by swiss turning machines, even though those are pretty cool too.
|
|
#
?
Sep 4, 2017 18:55
|
|
|
shame on an IGA posted:There's a shop near me that's found great success chasing exactly the opposite strategy, runs of small parts that would overwhelm a job shop but are too small for the factories ordering them to even think about setting up tooling for. They look for 5k-200k piece order sizes and the whole place is nothing but cam-operated screw machines. It's unbelievable to watch how fast their techs can set up for a different part, those guys would have a pretty good career in ballet waiting for them if they ever got tired of machining. I work at a job shop that's trying to break into that niche of to big for a job shop and to small for full blown production. We're starting to get runs of 100 to 1000 parts and it's been a lot of fun so far. Owner hasn't bet the farm on it or anything, we're still a job shop, but man when we get the quote to match the run time and tooling costs the money seems good.
|
|
#
?
Sep 4, 2017 19:09
|
|


|
Yooper posted:
i'm listening
|
|
#
?
Sep 4, 2017 19:10
|
|
|
Yeah what the gently caress. That sounds like a death trap. As for me, I'm a set up man for CNC mills. Started with no experience at a shop producing big, dumb parts for combines and other heavy ag machinery. Moved up to a newer shop doing defense contracts making rifles. We just finished up a job where we basically replaced New Zealands primary service rifle with our own. I'm in my second year of school now. Rather than going for a broad degree in manufacturing engineering, I'm specializing my training a bit. I've included supply chain management, warehouse logistics, industrial psychology, business management, and some other stuff to give myself a background in every aspect of how a shop works, from dealing with customer accounts, all the way to getting the finalized product out the door. That's all on top of all the CNC/CAM courses my college offers. Once that's finished, I'm going to start looking for supervisor positions and hopefully work my way up to plant manager somewhere. Advice from what I've seen so far: Find a union shop. The pay disparity in the US between shops that have unions and shops that don't is ridiculous. At least at my current level.
|
|
#
?
Sep 4, 2017 20:15
|
|

|
My uncle is an incredible welder who used to build gas pipelines and other stuff to pressure standards and he made this cool as hell thing when he had a career change and went to university to study special education. I'll get my aunt to send a picture, it was his art assignment. Its basically a man in a suit all built from steel round bar
|
|
#
?
Sep 5, 2017 00:47
|
|
|
Ambrose Burnside posted:i'm listening 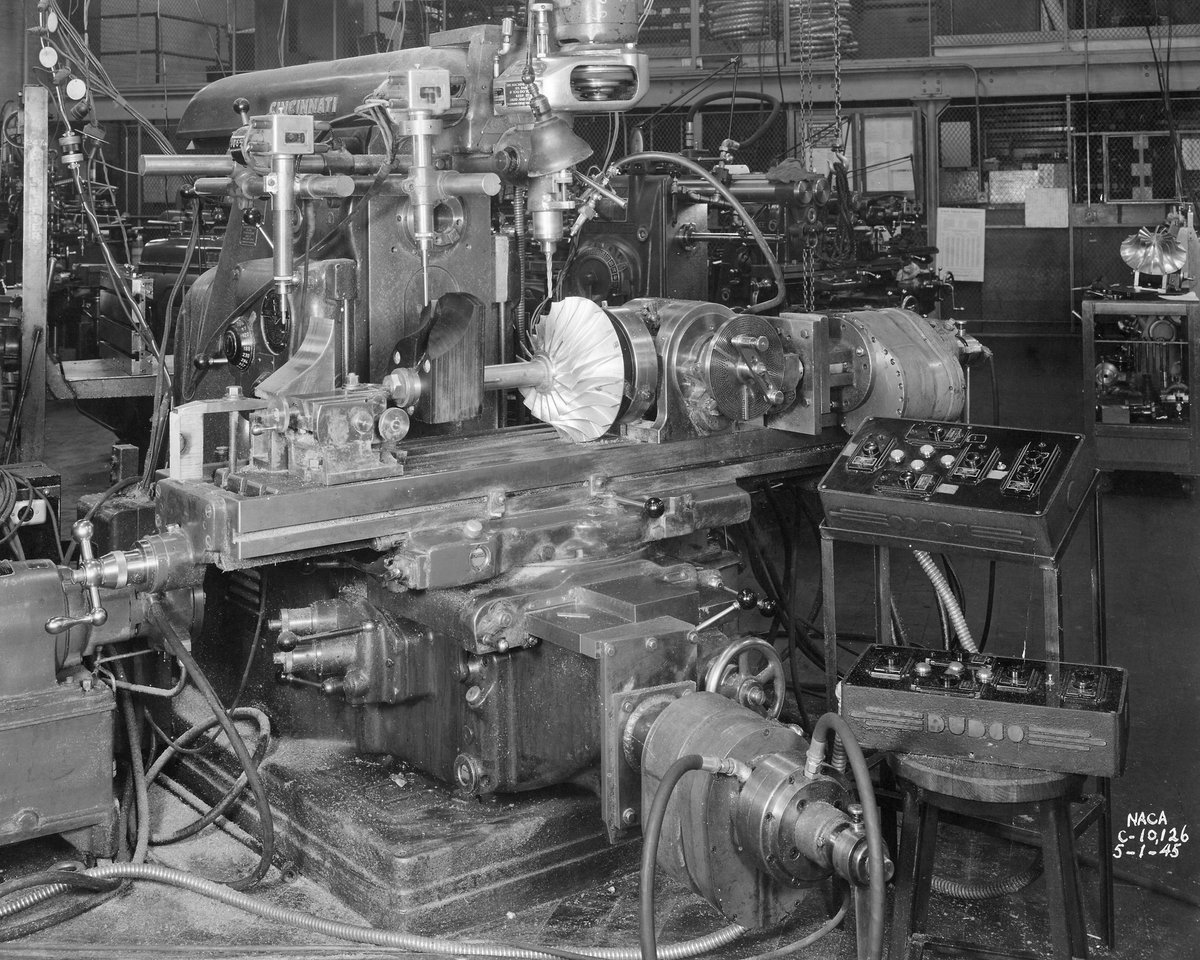 "Hi, yes, this is the government. Oh? You saw the blueprint? Impossible? Well, have you ever seen a blank check? Of course it's signed by Uncle Sam. Well, great then! We're looking forward to purchasing 100,000."
|
|
#
?
Sep 5, 2017 02:31
|
|
|
Yooper posted:
Please more I'm so close
|
|
#
?
Sep 5, 2017 03:49
|
|
|
Yooper posted:
https://www.youtube.com/watch?v=hOv2pGEruGk
|
|
#
?
Sep 5, 2017 04:04
|
|
|
Oh man I love old manufacturing process videos, thanks
|
|
#
?
Sep 5, 2017 04:07
|
|

|
Tur bin. Tur bin. Tur bin.
|
|
#
?
Sep 5, 2017 04:20
|
|


|
immoral_ posted:Tur bin. Tur bin. Tur bin. Vac-you-um chamber
|
|
#
?
Sep 5, 2017 04:26
|
|
|
HEVI DUTY!
|
|
#
?
Sep 5, 2017 07:30
|
|
|
Yooper posted:
What's going on here exactly? Standard Bridgeport XYZ with an A axis in the chuck? Are the three spindles for 3 different stages of the part?
|
|
#
?
Sep 5, 2017 11:29
|
|
|
That's no Bridgeport. Note the huge curved casting in the back. It looks like a Cincinnati Mill. I looked at buying a relatively small K&T a few years back. It was only about 7' tall, but weighed in excess of 4500#, took 40-taper tooling, and made a Bridgeport look like a literal children's toy. The two vertical spindles on the left aren't spindles, they're tracers. The forms under them (one black and one silver) are manually sculpted patterns. : Edit: the arm says Cincinnati, so... Yeah. sharkytm fucked around with this message at 12:52 on Sep 5, 2017 |
|
#
?
Sep 5, 2017 12:43
|
|
|
Volkerball posted:What's going on here exactly? Standard Bridgeport XYZ with an A axis in the chuck? Are the three spindles for 3 different stages of the part? Sharky is correct, it's a Cincinnati mill and a style that was in production for quite some time. It's Bridgeport's ugly big brother. Like sharky said, those are tracers but what interesting here is one is for the Z axis while the other is for the A axis on a modified dividing head. The tracers must be tied into some sort of hydraulic regulating valve as both the axis's have fairly large hydraulic motors(?) on them. As the tracing rod follows the master it would actuate the axis hydraulically. The tool is likely just HSS as most carbide at that time was just a piece brazed onto a HSS or carbon steel shank. I have a feeling that once it was setup it probably ran pretty well. All you'd do is feed along the X axis and the two tracing arms would automagically both cut the desired circular profile and also rotate the part to cut the rotational profile. I'm still in awe everytime I see the setup. Even more so when I see the date of 5/1/1945. I mean holy gently caress, that's the pinnacle of analog machining there. Literally two years prior to the invention of the transistor.
|
|
#
?
Sep 5, 2017 13:10
|
|
|
Yeah we have all kinds of weird Cincinnati machines. Mostly shapers and roll stamps. Old manuals that do unique jobs. So basically, those molds act as a program as you move negative on X. The height that the mold pushed the tracers to dictated your location in Z, as well as your location on A. Am I understanding that right?
|
|
#
?
Sep 5, 2017 13:43
|
|
|
Volkerball posted:Yeah we have all kinds of weird Cincinnati machines. Mostly shapers and roll stamps. Old manuals that do unique jobs. So basically, those molds act as a program as you move negative on X. The height that the mold pushed the tracers to dictated your location in Z, as well as your location on A. Am I understanding that right? I think so? I have a feeling there's more going on with it, but that could be it. I'd love to see some cranky old ww2 video describing it.
|
|
#
?
Sep 5, 2017 14:05
|
|
|
Yooper posted:I think so? I have a feeling there's more going on with it, but that could be it. I'd love to see some cranky old ww2 video describing it. It looks like the middle black mold is concave along Y while the gray one in the back is basically flat. So Y movements might be automatically compensating for the height of the part as you move back and forth along the axis too. Who knows how intricate that process is though. I would not want to be the guy to set that thing up. Volkerball fucked around with this message at 14:16 on Sep 5, 2017 |
|
#
?
Sep 5, 2017 14:13
|
|
|

|
| # ? May 26, 2024 00:57 |
|
|
I've got a soft spot for that kind of very physical analog "programming", it can get really neat. I can't post a vid right now but check out rose engines and how they use spindle-mounted shaped wheels to do really intricate geometric turning/engraving work, it's fascinating.
|
|
#
?
Sep 5, 2017 18:03
|
|