


|
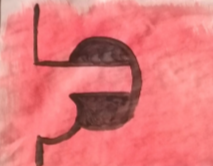
The burn marks may be filament leaking from around the heater block and leaking down, have a check at that when you are printing next
|
 #
?
Jul 15, 2018 04:02
#
?
Jul 15, 2018 04:02
|
|

|

|
| # ? Jun 11, 2024 19:47 |
|
|
It could be globs catching on the nozzle, scorching, and then depositing on the print later on. But the layer 1 burns on the earlier benchy kinda seems like something else is going on.
|
|
#
?
Jul 15, 2018 05:02
|
|


|
Jestery posted:The burn marks may be filament leaking from around the heater block and leaking down, have a check at that when you are printing next Do you mean filament could be leaking out of the hot end through something other than the nozzle? Like say the hot end's threads for the nozzle and heat break? mewse posted:It could be globs catching on the nozzle, scorching, and then depositing on the print later on. But the layer 1 burns on the earlier benchy kinda seems like something else is going on. I think this might be the culprit. Many of the burnt parts look like stringy bits that stick out like a zit in that layer. I'm guessing the nozzle picked up some of the stringing, scorched it, and then dragged it over to some random spot and deposited it. Time to see what settings I can play with to reduce stringing.
|
|
#
?
Jul 15, 2018 06:13
|
|

|
yergacheffe posted:Do you mean filament could be leaking out of the hot end through something other than the nozzle? Like say the hot end's threads for the nozzle and heat break? Yeah, that's it. sorry I wasn't clear
|
|
#
?
Jul 15, 2018 06:22
|
|
|
yergacheffe posted:The filament I got from Microcenter just a week ago, it's the Inland brand but they're like $12 a spool so it's on the cheap end. I found that 190 degrees temperature by trying to push filament through the extruder by hand while gradually increasing the temperature. I think 185 was the lowest temperature I found, but my extruder motor is poo poo and would click a lot until I increased the heat a little more. Just as an FYI, and I'm not sure if it will help or not, but I picked up one of those new $12 Inland filament spools from Microcenter via Amazon a week or three ago as well, except being an idiot I also decided to swap my nozzle out at the same time. It's taken me about that long (and several assemble/disassemble cycles...) to figure out that the printing problems weren't the nozzle, but that the new filament requires way more temperature then the old Inland did. The old Grey PLA was happy to print at like 185-195 almost perfectly, but the new Black PLA will barely extrude at 195-210 and needed about 225 to flow half decently. I think what may be happening is that the new PLA is mixed with a good bit of ABS or something since a Acetone/Limonene based modeling glue had no problem making a chemical bond between a crappy test print and a piece of HIPS runner. Although it doesn't smell or seem to warp so...  I tore down my entire machine the other day in frustration with some other leveling-related issues, so I'm still doing calibration and benchies, but we'll see how it goes. So far I am not fond of this new filament.
|
|
#
?
Jul 15, 2018 19:02
|
|

|
Running into a weird issue: I�ve been having an issue printing with infills. The bed goes down nicely and adhesion is good, but the infill is stringy and not adhering. I�m worried it�s under-extrusion or a possible clog - hot clearing seems to be one online recommendation. Weirdly enough, anything I�ve printed as all top layers (miniature tires, mostly) has come out just fine, so it has to be something with the infill. Likely going to set up the print at a slower infill speed, as well, to see if that helps. Friend had a E3D V6 with a bunch of nozzles that he�s lending me, but I need to print the parts to actually attach it to the printer before I can switch over to it and a better cooling system. The rationale behind printing it myself being �I�ll learn better if I have a concrete goal to improve functionality�.
|
|
#
?
Jul 15, 2018 23:37
|
|

|
Trip report: 0.6mm nozzle. So far the print time decrease is totally worth it. I can bang out one of my usual sized functional parts in 30-45 minutes instead of 2-3 hours. I can print in 2-3 hours what used to be an overnight print. Iterating through design and fitment is so much nicer knowing I can slam down a 3mm tall placement/scale test in under 10 minutes. poo poo is much stronger and the inter-layer adhesion is fantastic. I will probably make this my default nozzle once I get everything dialed in. I'm having a hell of a time with raft separation though. I've set my air gap to 0.6(!) and still can't get the drat things to to separate. I know rafts are like your last ditch effort for bed adhesion and poo poo, but there are a couple of things I've had to print with multiple holes that start on the first layer and the elephants foot I get on the first two layers to get good bed adhesion across the whole bed is boning my ability to print directly. I have some borosilicate glass and thermal pad coming in tomorrow that I'm hoping can resolve the leveling issues and let me print straight to the bed with more sane first layer settings, but I'd like to have this raft thing licked for other edge case prints anyway.
|
|
#
?
Jul 16, 2018 00:19
|
|
|
spoon daddy posted:After a few months on the monoprice mini I think I'm debating on pulling the trigger on the MK3. Is it worth the wait for the powdercoat PEI sheet vs the normal smooth sheet? The wait time is a bit of a bitch but it's worth it.
|
|
#
?
Jul 16, 2018 00:37
|
|

|
Hedningen posted:Running into a weird issue: I�ve been having an issue printing with infills. The bed goes down nicely and adhesion is good, but the infill is stringy and not adhering. I�m worried it�s under-extrusion or a possible clog - hot clearing seems to be one online recommendation. Weirdly enough, anything I�ve printed as all top layers (miniature tires, mostly) has come out just fine, so it has to be something with the infill.
|
|
#
?
Jul 16, 2018 01:00
|
|


|
ickna posted:Trip report: 0.6mm nozzle. If you haven't tried a 0.5 first layer you should it's great
|
|
#
?
Jul 16, 2018 06:45
|
|
|
0x0hShit posted:Just as an FYI, and I'm not sure if it will help or not, but I picked up one of those new $12 Inland filament spools from Microcenter via Amazon a week or three ago as well, except being an idiot I also decided to swap my nozzle out at the same time. It's taken me about that long (and several assemble/disassemble cycles...) to figure out that the printing problems weren't the nozzle, but that the new filament requires way more temperature then the old Inland did. The old Grey PLA was happy to print at like 185-195 almost perfectly, but the new Black PLA will barely extrude at 195-210 and needed about 225 to flow half decently. I ran into this as well. My local Microcenter has replaced most of their PLA spools with spools labeled "PLA+". These new ones do indeed have a higher temperature range printed on them. I also noticed they stuck new labels over the temperature range on some of the older "PLA" labeled rolls so they now have the same temp range as the new "PLA+" rolls. I am guessing the some of the new formulation PLA made it into the old packaging with incorrect labeling. I bought some "egyptian blue" and brown that are apparently the new formulation. They print just as well as other PLA spools I have, but I had to bump the temperature up to 225-230 to make it flow normally. The blue has no smell at all, while the brown has the characteristic sweet smell that some PLAs have. stevewm fucked around with this message at 16:51 on Jul 16, 2018 |
|
#
?
Jul 16, 2018 16:47
|
|
|
spoon daddy posted:After a few months on the monoprice mini I think I'm debating on pulling the trigger on the MK3. Is it worth the wait for the powdercoat PEI sheet vs the normal smooth sheet? I have the Mini and ordered the MK3 in April, it arrived 2 Fridays ago with the powder coated sheet... wait for the sheet, it's amazing and the lead time isn't that long any more. (7 weeks according to the website)
|
|
#
?
Jul 16, 2018 18:20
|
|



|
What all do you have to do to change a nozzle anyways? Do I need to preheat it and pull filament?
|
|
#
?
Jul 17, 2018 00:57
|
|
|
Parts Kit posted:What all do you have to do to change a nozzle anyways? Do I need to preheat it and pull filament? I'd cold pull first just to keep gunk out, but that's just me. Just keeps things clean Just pretty much everything hotend is done hot Jestery fucked around with this message at 01:35 on Jul 17, 2018 |
|
#
?
Jul 17, 2018 01:32
|
|
|
Thanks! I know it's kind of a stupid question, but just don't want to dick it up. And speaking of things dicking up, for some reason PETG has decided it no longer wants to stick to the side of the PEI sheet I used glue stick on. But at least I can always flip it over. Also changed the Prusa slic3r defaults to turn off z-hop and drop the layer temp to 220 degrees after the first and this seems to have eliminated the stringing issues I was having with PETG. 
|
|
#
?
Jul 17, 2018 03:03
|
|
|
So I apparently have no clue what I�m doing regarding cleaning hotend nozzles, but replacing the nozzle worked like a charm. Also had to re-trim the bowden tube, and these two factors combined mysteriously fixed my earlier extrusion issues enough to get a print going to replace the hotend with a v6. I definitely think I should flash the firmware now: been putting it off, but as I want to switch some stuff around, I think it�s finally warranted. Quick question: is anyone familiar with the Ender 3 board? I think I know what I�m doing with adding better cooling fans, but I�d like to have people with more experience take a look before I start going too nuts.
|
|
#
?
Jul 17, 2018 03:24
|
|
|
Parts Kit posted:Thanks! I know it's kind of a stupid question, but just don't want to dick it up. The glue stick is there to be a release agent anyway so that the PETG doesn't overbond to the PEI, so that checks out. I usually print PETG at 240, but if it's working for you at 220 more power to you. These machines are witch doctering at its finest.
|
|
#
?
Jul 17, 2018 03:56
|
|

|
Since getting my mini v2 the wife is getting upset with me cause I go to check on the prints and end up just staring in amazement watching it do it's thing. I love just watching it and listening to all the chirps and whirrs of the motors.
|
|
#
?
Jul 17, 2018 04:13
|
|
|
For adding a glass bed do you need to remove the original buildtak or can you just slap it on top with binder clips? Any good ways to clean up the adhesive if the former?
|
|
#
?
Jul 17, 2018 04:13
|
|
|
That Gobbo posted:For adding a glass bed do you need to remove the original buildtak or can you just slap it on top with binder clips? Any good ways to clean up the adhesive if the former? You can remove it but I just put some silicone thermal pad down on top and put the glass on top of that. It seems to work fine and was the laziest method (although I had to raise the z axis stop to account for the bed getting thicker so it wasn't that lazy). The only downside to the thermal material is that it sticks to the glass when I pick it up to clean it so I have to peel it off and return it to the bed. That isn't super often since you can kind of scrape the high parts of the glue off and wipe it down with rubbing alcohol and put more glue on for a while. If you don't have anything in between the glass and the bed you may want to remove the build tak stuff. I'd guess goof-off, rubbing alcohol, etc would be good to get the adhesive off. When it gets tacky you can use a little hand sanitizer as gelatinous alcohol delivery to massage sticky stuff up. Works to get tree sap off cars, too.
|
|
#
?
Jul 17, 2018 04:26
|
|


|
Puddin posted:Since getting my mini v2 the wife is getting upset with me cause I go to check on the prints and end up just staring in amazement watching it do it's thing. More productive than watching two and a half men
|
|
#
?
Jul 17, 2018 07:45
|
|
|
Hedningen posted:So I apparently have no clue what I�m doing regarding cleaning hotend nozzles, but replacing the nozzle worked like a charm. Also had to re-trim the bowden tube, and these two factors combined mysteriously fixed my earlier extrusion issues enough to get a print going to replace the hotend with a v6. I put a petsfang v2, noctua 40mm fan and a 5015 blower fan on my ender 3, as well as upgraded the firmware and added an auto bed leveling system (TH3Ds). The fans were a piece of cake, just soldering the wires together, and I used an Arduino to flash a bootloader on the ender 3 board so I could update the firmware. If you have any questions let me know
|
|
#
?
Jul 17, 2018 17:20
|
|

|
Thorpe posted:I put a petsfang v2, noctua 40mm fan and a 5015 blower fan on my ender 3, as well as upgraded the firmware and added an auto bed leveling system (TH3Ds). The fans were a piece of cake, just soldering the wires together, and I used an Arduino to flash a bootloader on the ender 3 board so I could update the firmware. If you have any questions let me know Cool stuff. I�ve got my fans ready (40mm and a pair of 5015 blowers), and my v6 mount actually printed yesterday. Using this mount, which has printed successfully - unsure if I should go with a petsfang, though. Firmware-wise, what version are you using? Anything to watch out for when setting up? I�m pointlessly terrified of accidentally bricking my printer, even though I�ve already been doing pretty frequent rebuilds, leveling, and other details like that.
|
|
#
?
Jul 17, 2018 17:36
|
|
|
Hedningen posted:Cool stuff. I�ve got my fans ready (40mm and a pair of 5015 blowers), and my v6 mount actually printed yesterday. Using this mount, which has printed successfully - unsure if I should go with a petsfang, though. I�m using TH3Ds unified Marlin 1.1.8. It�s a fairly simple one to install, it�s setup for a lot of different printers and you just uncomment what�s replace the to what you�re trying to flash
|
|
#
?
Jul 17, 2018 18:06
|
|
|
Sagebrush posted:Always never be using PEI My PEI sheet is at least 2 years old now and its awesome. For large prints, it can be a bit of a pain to get things off, but there's no way I'm going back to glass.
|
|
#
?
Jul 17, 2018 21:14
|
|

|
NeurosisHead posted:The glue stick is there to be a release agent anyway so that the PETG doesn't overbond to the PEI, so that checks out. I usually print PETG at 240, but if it's working for you at 220 more power to you. These machines are witch doctering at its finest. 
|
|
#
?
Jul 17, 2018 23:44
|
|
|
Parts Kit posted:Unfortunately the glue stick worked too well and PETG isn't sticking reliably anymore. I've cleaned it with Windex, 91% alcohol, and acetone. The Windex and alcohol just pushed it around, haven't tried printing again now that I've used acetone. The elmer's glue stick I used is water soluble so I just run water on the glass build plate and give it a light scrub to get it clean. Sometimes I use windex afterwards. I'm not sure how PEI reacts to water, but if you check that first and it's okay, I'd give washing it off in the sink a shot.
|
|
#
?
Jul 18, 2018 00:51
|
|
|
I didn't even think of trying water. From a quick glance it looks like that will be a-ok.
|
|
#
?
Jul 18, 2018 00:59
|
|
|
Parts Kit posted:
Yeah, washing with Dawn soap is just fine for the smooth PEI bed. That will break up any grease or glue or whatever you manage to get on there.
|
|
#
?
Jul 18, 2018 07:42
|
|
|
Are there any production boards out there that use one of the Marlin STM HALs yet? I'd love to see a RAMPS-like board with SPI connected TMC2130 drivers and the step frequency needed to drive CoreXY kinematics at super high speeds without having to switch to step doubling. All for like under $50 of course! I asked about 100 pages ago if anyone knew of a PWM-controlled buck converter for driving fans with pure voltage instead of the open collector sort of PWM output everyone uses currently. It was because my part fan had a weird resonance that made it have sort of a piercing tone that drove me nuts. I'm pleased to say I ended up with an easier solution which was to just replace the blower. I bought a MF50151V3-B00U-A99 which is a whisper silent mag-lev blower that solved all my noise complaints. The 2.6CFM rating might be a touch on the low side, but I just upped my cooling settings to 50% min fan speed and 100% on bridges and I can print 60 degree overhangs that look as clean as a 30 degree and span 20mm gaps without missing a beat. I use the Cii Cooler to deliver the blow. I also bought the 3.5CFM version which is a lot louder but still very quiet by 3D printer fan standards. I found it to be overkill and 100% power was too much to ever use. If folks are looking for part cooling fans I highly recommend one of these over the eBay 50mm blowers with crappy loose bearings that start to rattle inside of a month.
|
|
#
?
Jul 18, 2018 14:02
|
|

|
Someone on a game forum I frequent posted the same mini printed three times, one at 0.16mm, one at 0.08mm, and one at 0.04mm, and the striations in the piece went from obvious to nearly undetectable. He said he used a ~$250 Creality Ender3, and that he has no prior experience with 3d printers. Is this kind of thing cheap enough and relatively simple enough to produce 'gaming' level of pieces? I'd probably get a 3d printer for custom tokens and pieces for games, minis, terrain and whatever silly things my daughters would like. $250 sounds like something I could convince my wife on.
|
|
#
?
Jul 18, 2018 14:37
|
|


|
Ravendas posted:Someone on a game forum I frequent posted the same mini printed three times, one at 0.16mm, one at 0.08mm, and one at 0.04mm, and the striations in the piece went from obvious to nearly undetectable. He said he used a ~$250 Creality Ender3, and that he has no prior experience with 3d printers. Is this kind of thing cheap enough and relatively simple enough to produce 'gaming' level of pieces? No. The guy that said that was bullshitting you on the "no prior experience with 3d printers" bit. EDIT: I mean, it's possible, but I don't see it happening with a Creality printer and someone that's never used slicing software before.
|
|
#
?
Jul 18, 2018 15:39
|
|

|
Depends on your definition of gaming level minis. You can totally print minis and terrain but you'll have to a good amount of tinkering settings and sanding/filling to get minis looking decent. E: This guy has been doing a bunch of videos on printing minis on the Ender 3 and should give you an example of what you can get with some work: https://www.youtube.com/channel/UCr_uz-iWzyR1VJNlN-E1y7w That Gobbo fucked around with this message at 16:02 on Jul 18, 2018 |
|
#
?
Jul 18, 2018 15:59
|
|
|
"I have no prior experience with 3d printing" SOUNDS like "hey I just plugged it in, hit this setting, and doink!" But it's probably closer to "this is my first printer and tweaking it and learning has pretty much been my new job ever since"
|
|
#
?
Jul 18, 2018 16:25
|
|

|
biracial bear for uncut posted:No. The guy that said that was bullshitting you on the "no prior experience with 3d printers" bit. He just said it's his first printer, that it wasn't hard to set up, then showed off this pic:  Saying it's from the ~$250 Creality Ender-3. He didn't mention what he modded or how long he's been at it, but if I could get that kind of quality for $250 without a ton of work, I might be interested. Edit: I am following up with more questions for him. Others in the thread started asking tons of questions about his prints too, so we'll see. Ravendas fucked around with this message at 18:32 on Jul 18, 2018 |
|
#
?
Jul 18, 2018 18:28
|
|
|
Depending on your definition of "a lot of work", the same results he got on "0.04" can be obtained at "0.16" simply by correctly applying paint to the printed figure. I mean, "0.04" looks exactly like what "0.16" would look like if you had a steady hand, dremel tool with the right abrasive/polishing tips and paint.
|
|
#
?
Jul 18, 2018 18:36
|
|
|
biracial bear for uncut posted:Depending on your definition of "a lot of work", the same results he got on "0.04" can be obtained at "0.16" simply by correctly applying paint to the printed figure. A block of marble and a statue would look exactly the same if you had a steady hand and the right tools.
|
|
#
?
Jul 18, 2018 18:38
|
|
|
Ravendas posted:A block of marble and a statue would look exactly the same if you had a steady hand and the right tools. Then the answer you're going to get here is "No" because he put a lot of work into those figures after they were printed.
|
|
#
?
Jul 18, 2018 19:01
|
|
|
Note that the quality you get from a 3D printer is as dependent on the model as on the printer itself. Any printer that has a rigid frame and reasonably smooth axes could print a 20mm cube at 0.04 mm layers, for instance, just slice and go. Achieving a small layer height is not the hard part of the print. I would personally like to see some pictures of that model right as it came off the machine, to see how much support was required with his cooling solution, and how much cleanup he did before painting them. Any chance the file is available on thingiverse or something? I'll try printing it and post an analysis.
|
|
#
?
Jul 18, 2018 19:04
|
|
|

|
| # ? Jun 11, 2024 19:47 |
|
|
Sagebrush posted:Note that the quality you get from a 3D printer is as dependent on the model as on the printer itself. That model is a multi stage remix of Fatdragon Games' Skeletons at least: http://www.fatdragongames.com/fdgfiles/?p=4592 e: to pitch in on miniature chat, here's a model my girlfriend made on Heroforge that I printed and painted at .05 layers with a .15 nozzle on a Prusa Mk3: https://imgur.com/a/UTTidzz Here's another printed the same and primed. A painted SLA printed version of the model is in their to compare quality: https://imgur.com/a/WMxgR32 NeurosisHead fucked around with this message at 19:16 on Jul 18, 2018 |
|
#
?
Jul 18, 2018 19:12
|
|